焊锡机改变了焊机只能依靠自然冷却或拽出PCB板于焊机外进行冷却的做法,使回流焊工艺曲线更,避免了表面贴装器件损伤及焊接移位问题。
焊锡机在焊锡时焊点不能过于饱和,锡点过大容易和旁边的焊点相互断路。在焊锡时焊点也不能过于省锡,这样导致虚焊的情况是常发生的。正确的焊锡机焊点是处于三四点的中间`,焊锡要与元件脚呈小半圆形,不饱和也不省锡,这样看上去,焊点对元件的接触是良好的,焊出来的电路板也是整齐。焊锡机使用可调式的衡温烙铁较好;平时不用烙铁的时候,要让烙铁嘴上保持有一定量的锡,不可把烙铁嘴在海棉上清洁后存放于烙铁架上;海棉需保持有一定量水份,至使海棉一整天湿润;拿起烙铁开始使用时,需清洁烙铁嘴。

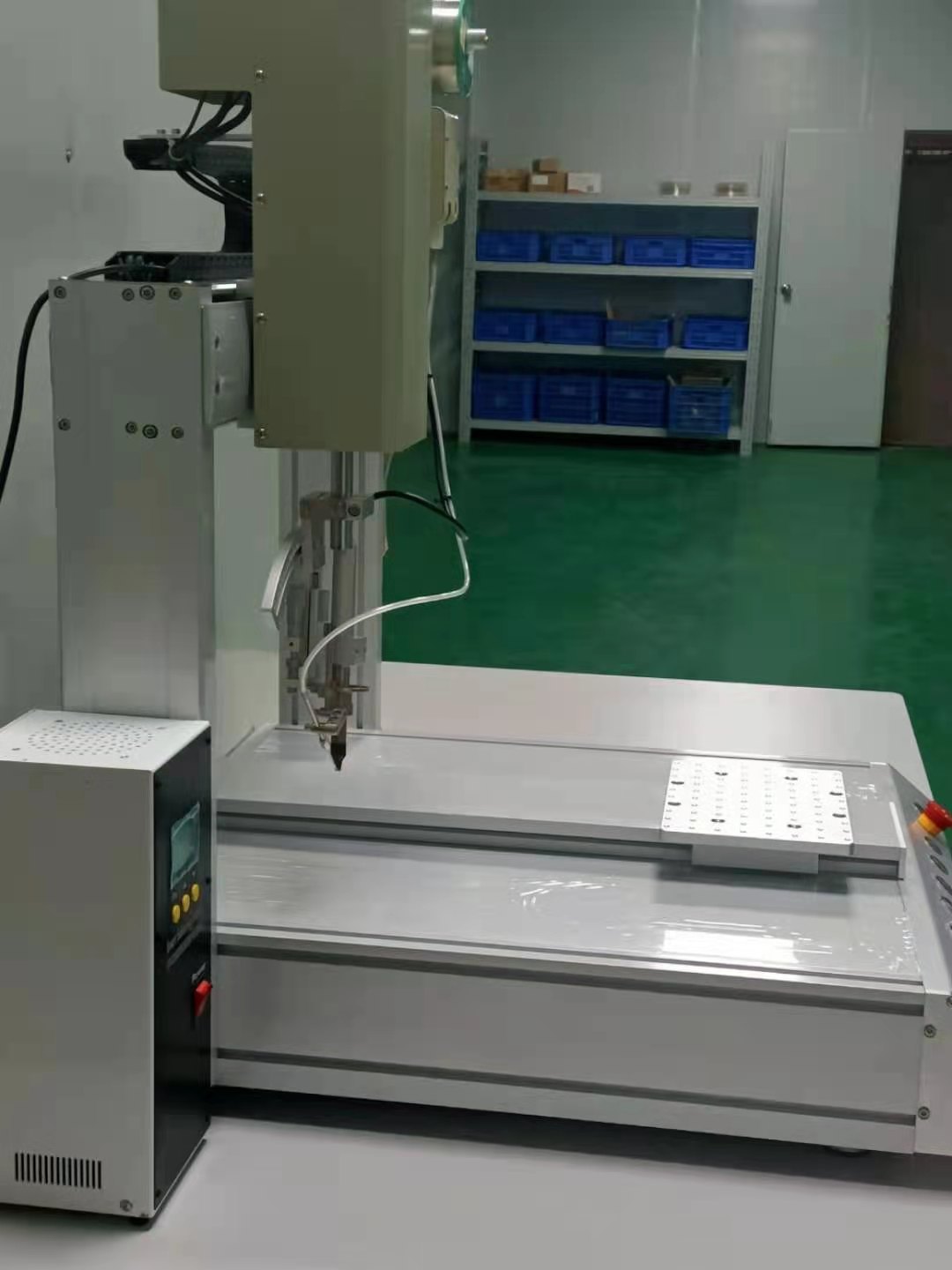
焊锡机工作原理
焊锡机焊锡的定义中可以发现“润湿”是焊接过程中的主角.所谓焊接即是利用液态的“焊锡”润湿在基材上而达到接合的效果.这种现象正如水倒在固体表面一样,不同的是焊会随着温度的降低而凝固成接点.当焊锡润湿在基材上时,理论上两者之间会以金属化学键结合,而形成一种连续性的接合,但实际状况下,基材会受到空气及周边环境的侵蚀,而形成一层氧化膜来阻挡“焊锡”,使其无法达到较好的润湿效果.其现象正如水倒在涂满油脂的盘上,水只能聚集在部份的地方,而无法全面均匀的分布在盘子上.如果未能将基材表面的氧化膜去除,即使勉强沾上“焊锡”,其结合力量还是非常的弱。
焊锡机的种类及规格有很多种,而且被焊工件的大小又有所不同,因而合理地选用焊锡机的功率及种类,对提高焊接质量和效率有直接的关系。焊锡机焊接集成电路、晶体管及受热易损元器件时,应选用 20W 内热式或 25W 的外热式焊锡机。焊接导线及同轴电缆时,应先用 45W~75W 外热式电烙铁,或 50W 内热式焊锡机。焊接较大的元器件时,如行输出变压器的引线脚、大电解电容器的引线脚,金属底盘接地焊片等,应选用 100W 以上的焊锡机。焊锡机烙铁一定要够温度的时候才能开始制作,这也是出现虚焊比较多的事项。

焊锡机使用方法
焊锡机焊接技术是一项无线电爱好者必须掌握的基本技术,需要多多练习才能熟练掌握。
1、选用合适的焊锡,应选用焊接电子组件用的低熔点焊锡丝。
2、助焊剂,用25%的松香溶解在75%的酒精(重量比)中作为助焊剂。
3、焊锡机使用前要上锡,具体方法是:将电烙铁烧热,待刚刚能熔化焊锡时,涂上助焊剂,再用焊锡均匀地涂在烙铁头上,使烙铁头均匀的吃上一层锡。
4、焊锡机焊接方法,把焊盘和组件的引脚用细砂纸打磨干净,涂上助焊剂。用烙铁头沾取适量焊锡,接触焊点,待焊点上的焊锡全部熔化并浸没组件引线头后,电烙铁头沿着元器件的引脚轻轻往上一提离开焊点。
5、焊锡机焊接时间不宜过长,否则容易烫坏组件,必要时可用镊子夹住管脚帮助散热。
6、焊锡机焊点应呈正弦波峰形状,表面应光亮圆滑,无锡刺,锡量适中。
7、焊锡机焊接完成后,要用酒精把线路板上残余的助焊剂清洗干净,以防炭化后的助焊剂影响电路正常工作。
8、集成电路应后焊接,电烙铁要可靠接地,或断电后利用余热焊接。或者使用集成电路插座,焊好插座后再把集成电路插上去。
9、焊锡机应放在烙铁架上。
我厂一直以“以信为本,以质取胜”为经营宗旨,开拓进取,务实创新。诚邀八方宾朋来人来电咨询、治谈业务!

