江苏海重钢板有限公司
联系人:杨雪
电话:13616180323
地址:江苏省无锡江阴月城镇锡澄路1015号
产品规格:
产品数量:
包装说明:
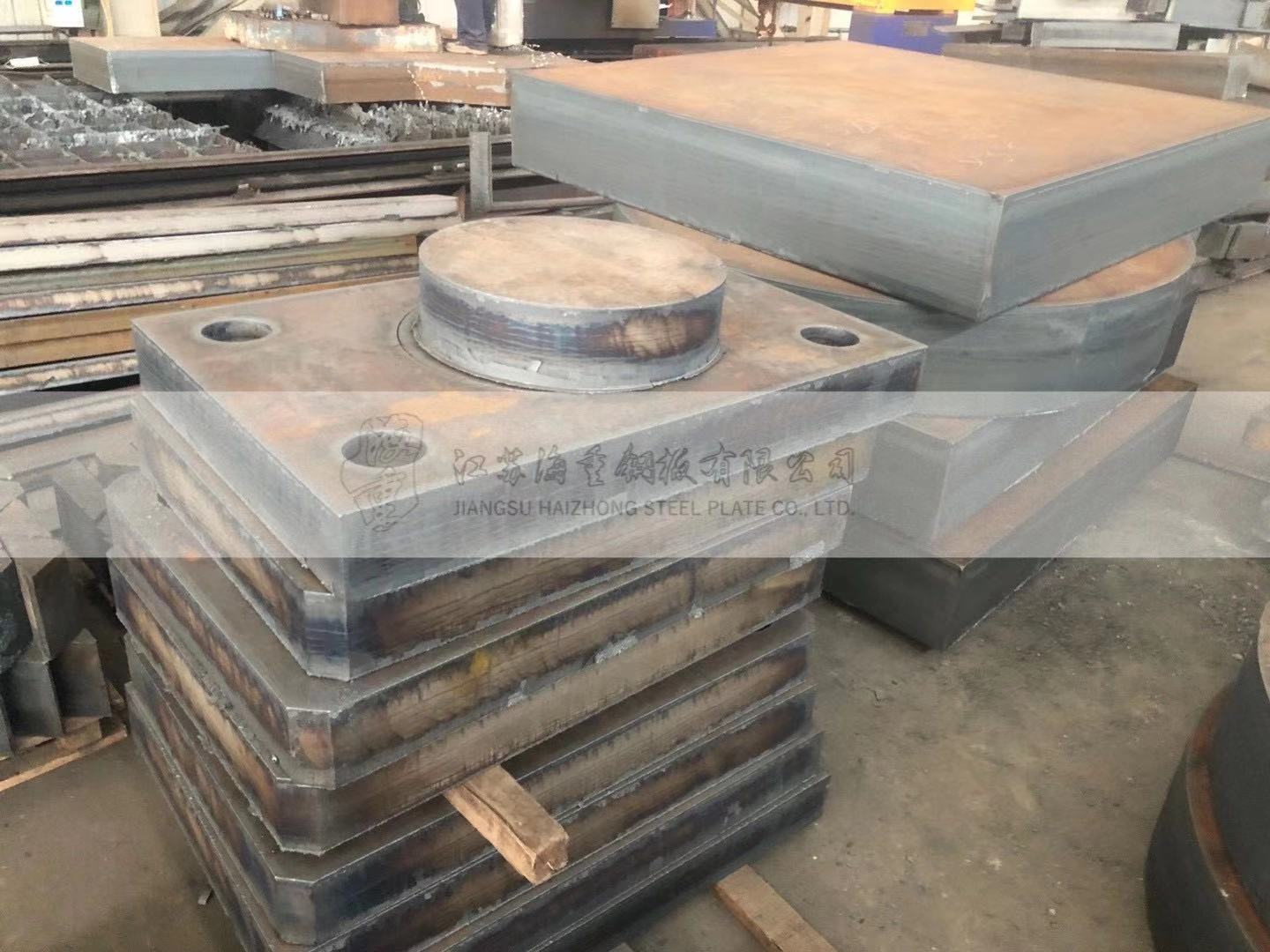
关 键 词:北京Q355B中厚板零割
行 业:机床 金属制品 齿轮
发布时间:2021-03-17
江苏海重钢板有限公司是钢板下料、、配送为一体的现代化钢铁企业。可按图进行数控切割加工。我们可根据客户需求提供成品及半成品加工,为客户节省人力物力,减少其原材料的库存、资金的积压与设备的投入。
钢板下料热切割件的检验指标:
1、钢材切割完成后,应对其切割面进行检查,有无裂纹、夹渣等缺陷,一般是外观检查;
2、在切割好的工件上,应名称、编号等信息,并进行标识,包括构件规格、构件材质等,这样能让人一目了然。

钢板下料高套料切割,传统的切割方式已经不能满足目前公司的生产现状,对于数量多而复杂并且形状较不规则的零件,通过计算机技术实现整板套料和共边套料,提高钢板利用率,有效避免局部套料和局部切割产生的大量剩余材料,对剩余钢材进行重复套料和使用,使大量剩余钢材得到再利用。

钢板下料切割操作工艺:
1、自动切割时,钢板放到平台上后,其两端与导轨之间的距离应在5范围内;
2、如果是半自动切割,那么导轨应放在钢板平面上,然后再放上切割机;
3、应让有割炬的一侧朝向操作者,选择割嘴时应根据钢板厚度来决定,并调整好切割直度和速度,以及切割参数、工艺参数等,要适当,能让切割效果达到;
4、钢板切割前,要对钢板进行清洁,去除表面的脏污和杂质,并要在下面留出一定的空间,这样能够有利于熔渣吹出;
5、割炬的移动要匀速,火焰的焰心与割件表面之间的距离在2到5为,如果距离太近,那么会使切口边缘熔化,距离太远则热量会不足,容易使切割中断;
6、如果钢板的厚度比较大,那么用于预热的火焰要足够大,气流长度要**出工件厚度的三分之一,割嘴与工件表面要有一定角度,一般为10到20度的角度,这样能让零件边缘能够均匀受热;
7、在切割过程中,应随时观察一些能够影响切割质量的因素,以保证切割能够连续进行。
钢板下料改变切割工人在数控切割机控制器上进行手工编程套料的传统落后生产方式(20%的时间切割机不是在切割,而是在等待切割工人在控制器上进行编程套料,并且又慢又不好),使用计算机系统,在普通电脑上进行整板套料和余料板套料,为数控切割机提供切割程序,数控切割机全时用来切割(不再用来编程),有效提高数控切割机的切割生产效率。每天仅需八个小时(少数情况需要加班)就能满足正常生产需要,不仅降低了工人的劳动强度,节省了人力资源,更是延长机器设备的寿命,减少夜间照明电力消耗。
江苏海重钢板有限公司是集钢材加工、仓储、配送为一体的现代化钢铁企业。秉承“顾客至上,锐意进取”的经营理念,坚持为广大客户提供的服务。


