产品规格:
产品数量:
包装说明:
关 键 词:淮南钢管无损检测渗透磁粉检测
行 业:商务服务 咨询服务 产品检测服务
发布时间:2021-03-12
容器内、外表面不允许有裂纹。裂纹包括:疲劳裂纹、应力腐蚀裂纹。如果有裂纹应当打磨消除,打磨后形成的凹坑在允许范围内不影响定级;否则,应当补焊或者应力分析。
这些缺陷一般是制造时下来的缺陷,可以通过超声波检测和涉嫌检测进行检查。由于埋藏缺陷涉及到制造条件、容器使用过裎中的条件参数,所以对这种问题要慎重处理。如果是在实际使用过程中这些缺陷没有变化,仍然处于非动态的状态,就说明这些缺陷在实际的工作条件下没有影响到容器的正常使用,可以暂不处理,要对此缺陷进行。如果缺陷是活动的,并且有延展的倾向,则就必须补焊修复。补焊前应该查清制造压力容器时的主要工艺参数,如材料的可焊性、焊接工艺评定、无损检测时机、是否要求热处理等。要严格执行相关的修理改造程序。
X射线检测
后一种,射线检测,是因为 X射线穿过被照射物体后会有损耗,不同厚度不同物质对它们的吸收率不同,而底片放在被照射物体的另一侧,会因为射线强度不同而产生相应的图形,评片人员就可以根据影像来判断物体内部的是否有缺陷以及缺陷的性质。
射线检测的适用性和局限性:
1、对检测体积型的缺陷比较敏感,比较容易对缺陷进行定性。
2、射线底片易于保留,有追溯性。
3、直观显示缺陷的形状和类型。
4、缺点不能定位缺陷的埋藏深度,同时检测厚度有限,底片需送洗,并且对人身体有一定害,成本较高。
总而言之,超声波、X射线探伤适用于探伤内部缺陷;其中超声波适用于5mm以上,且形状规则的部件,X射线不能定位缺陷的埋藏深度,有辐射。 磁粉、渗透探伤适用于探伤部件表面缺陷;其中磁粉探伤于检测磁性材料,渗透探伤于检测表面开口缺陷。

漏磁检测方法的主要检测原理是:将工件磁化(接近饱和),使其具有一定的磁通密度,以便在不连续处产生漏磁场,磁场传感器将输出信号送到运转放大器中。由于采用磁饱和状态,工件内具有相当高的磁场强度和磁场密度,磁力线不受限制,因而工件表面有较大的磁漏通,有利于现场检测。
磁敏感传感器沿被磁化的铁磁性材料表面扫查,拾取缺陷漏磁场,形成缺陷电信号,达到发现缺陷位置以及参数的目的。
漏磁无损检测技术由于检测速度快、可靠性高且对工件表面清洁度不高等特点在金属材料的检测和相关产品的评估中得到广泛应用。与磁粉检测探伤不同,漏磁检测中信号不用磁粉显示,对环境无污染:由于采用各种敏感元件(如霍尔元件和线圈方式),检测结果直接以电信号输出,容易与计算机连接实现数字处理,因此其检测结果可存储和再现,便于检测信号的分析以及检测结果的趋势分析。
水不能单独作为载液使用,因此用水作载液时,必须在水中添加润湿剂、防锈剂,必要时还要添加消泡剂,以保证水基载液具有合适的润湿性、分散性、防腐蚀性、消泡性和隐定性。
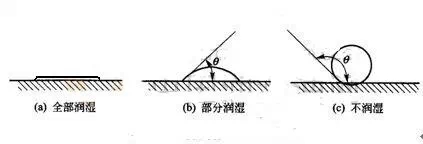
(1)润湿性指磁悬液应能迅速地润湿工件表面,合适的润湿性能可用“水断试验”来确定,pH值应控制在8~10。
(2)分散性, 即磁粉能均匀地分散在水基载液中,在有效使用期内,磁粉不结团。
(3)防腐蚀性,即对工件、设备及磁粉本身无腐蚀性。
(4)消泡性能要求,在较短时间内自动消除水基载液中的泡沫,以保证检测灵敏度。
(5)稳定性则是在规定的储存期间,水基载液的使用性能不发生变化。
用水作液的优点是水不易燃、黏度小、来源广、价格低廉。但不适用于在水中浸泡可引起氢脆或腐蚀的某些高强度合金钢。
选取载液时还需要注意:
用煤油作探伤载液虽然不会产生锈蚀,但其具有异味,操作时间稍长,油温升高后或在高温环境下探伤时会挥发出一股性的气味,对周围环境及操作人员产生影响;煤油本身的运动黏度也不是太好,在进行非荧光磁粉检测时可以加入其它油料(如变压器油)提高运动粘度;煤油的闪点也不是太高,在正常的操作过程中如果探伤机拉弧,产生失火的概率很高,增加操作的危险性。
水作探伤载液因其取材方便而被广泛使用,但是用水作探伤载液,对工件表面要求相对比较高;工件在探伤前表面如有油污附着,必须先清洗后探伤;探伤设备和工件上有水残留,会造成不同程度的锈蚀,对防锈要求高的工件探伤时需要在水中加入防锈剂;由于水的运动黏度并不是很好,对高精度工件探伤用水作为探伤载液的效果并不是太好。
因此,我们在选取磁粉载液时,要综合考虑油基载液和水基载液各自的优缺点及适用范围,然后根据被检工件和检测要求选取合适的载液。

根据所利用的超声波波型分类
目前工业超声波检测常用的超声波波型有:纵波、横波、瑞利波(表面波)、兰姆波(板波)以及爬波(表面下纵波),还有新发展的导波以及相控阵所激发出来 的复合波型。应用不同超声波波型进行检测时,各自有不同的适用范围与检测工艺。
三.根据超声波进入被检工件的方式分类
1.接触法:超声波探头通过薄层的液体或流体耦合介质直接与被检工件的探测 面接触。
2.液浸法:主要是指采用水作为耦合介质,俗称为水浸法,超声波探头发出的 超声波经过一定厚度的水层再进入被检工件,超声波探头不与被检工件接触。在水 浸法中,按照作为耦合介质的水的施加方式,还分为全浸没法(被检工件与超声波 探头都完全浸没在水中)、局部水浸法(仅是被检工件上需要检测的部位局部浸没在 水中,通常超声波探头是全浸没或半浸入水中)、溢水法(被检工件上的检测面与** 声探头之间通过溢水耦合)、喷水柱法(被检工件上的检测面与超声波探头之间通过喷流水柱耦合)、水层或水间隙法(超声波探头与被检工件的检测面之间通过薄层水 耦合)等等。
接触法和水浸法是超声波检测中主要应用的两种耦合方式,此外还有地毯法、 滚轮法等多种的耦合方式。
3.空气耦合法:目前主要应用于飞机复合材料的低频超声检测。
四.根据所用超声探头的形式种类分类
主要分为:单直平探头法(含接触法与液浸法)、单斜探头法(接触法用,包括 横波、瑞利波、兰姆波、爬波探头)、单直聚焦探头法(含接触法与液浸法,点聚焦 与线聚焦)、单斜聚焦探头法(接触法用)、组合双晶探头法(含组合双晶直探头与 组合双晶斜探头)、双斜探头法、小角度单斜探头法以及众多的探头检测方法(例 如铁轨探头、小径管焊缝探伤探头,以及导波探头、相控阵探头)等等。
五.根据超声波进入被检工件时声束轴线与入射面的角度关系分类
垂直入射(声束 轴线与探测面垂直)和倾斜入射(声束轴线与探测面法线有一定交角,可以对被检 工件进行倾斜入射纵波检测、横波检测、瑞利波检测、兰姆波检测、爬波检测…等 等)。
六.根据超声波检测系统发射与接收信号的通道数量分类
常见的是单通道法,还有用于自动化与半自动化检测的多通道法(可达到2通道、4 通道、8 通道、10 通道甚至上百通道)。
预拼装、管排、成排弯、堆焊现场密封、管排堆焊、窗口堆焊、先堆焊后弯管、焊接波纹清晰、过热器管堆焊、现场堆焊管排、三通内壁堆焊、核电管道堆焊、SHB-IGCC内件分片堆焊、余热炉膛内壁堆焊、360°堆焊管、水冷壁堆焊、耐磨段堆焊、堆焊层、分片堆焊、气化炉内件堆焊、180°加硬堆焊、煤粉发电锅炉、循环流化床锅炉、冶金余热回收炉、生物质锅炉、垃圾焚烧炉、煤制油设备气化炉等。
焊缝探伤标准:
一、Ⅰ、Ⅱ级焊缝必须经探伤检验,并应符合设计要求和施工及验收规范的规定,检查焊缝探伤报告。
二、Ⅰ、Ⅱ级焊缝不得有裂纹、焊、烧穿、弧坑等缺陷。Ⅱ级焊缝不得有表面气孔、夹渣、弧坑、裂纹、电弧擦伤等缺陷,且Ⅰ级焊缝不得有咬边、未焊满等缺陷。

