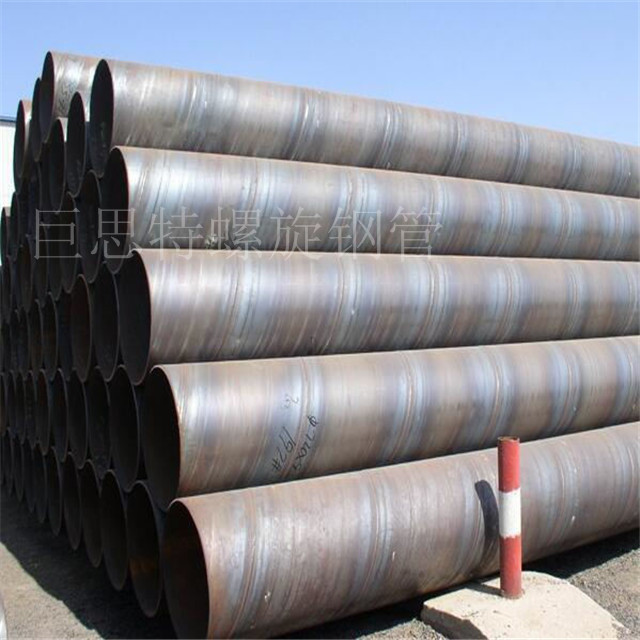
X42无缝钢管 廊坊大口径螺旋钢管 螺旋钢管输水使用
价格:3516.00起
产品规格:
产品数量:
包装说明:
关 键 词:X42无缝钢管
行 业:建材 金属建材 钢管
发布时间:2021-03-10
公司将以的产品、优惠的价格,完善的服务,竭诚满足用户需求,愿与海内外的朋友互惠互利、真诚合作、建立持久、相互信赖的合作关系,共创新世纪的辉煌。
有关螺旋管管道表面光洁度的要求 标准规定了螺旋管的“表面光洁”要求。但在生产中因各种原因所致的钢管表面缺陷多达10几种。这些缺陷主要包括:螺旋管的表面裂缝(裂纹)、发纹、内折、外折、轧破、内直道、外直道、离层、结疤、凹坑、凸包、麻坑(麻面)、擦伤(划伤)、内螺旋道、外螺旋道、青线、矫凹、辊印等。 在上述钢管表面缺陷中,有些缺陷对钢管性能的危害程度是十分严重的,称之为危险性缺陷,如钢管裂缝(裂纹)、内折、外折、轧破、离层、结疤、拉凹、凸包等;有些缺陷对钢管的性能影响相对小一些,称之为一般性缺陷,如螺旋管麻坑(面)、青线、擦(划、碰)伤、轻微的内直道和外直道、轻微的内螺旋道和外螺旋道、矫凹、辊印等。虽然某些十分轻微的且对钢管使用影响很小的一般性表面缺陷可以保留在钢管上,但标准对其缺陷的深度和长度(大小)仍有十分严格的限制。 对于危险性的钢管表面缺陷则必须采取切除或修磨的方式将其干净。当对那些允许修磨的钢管表面缺陷进行修磨时,规定修磨处的深度和修磨点的形状必须符合标准规定的要求。为了提高钢管的表面质量,有时还会对钢管的内外表面进行喷丸(砂)、砂磨或机车削。
此种钢管就是人们经常说的防腐螺旋钢管,此种加工方法是指在螺旋钢管的表层和内层涂上化学涂料,常见的防腐形式有3pe防腐、环氧树脂防腐、水泥砂浆防腐、ipn8710防腐,此种加工方法的目的就是延长管道的使用寿命。
根据螺旋钢管的腐蚀机理,迄今为止已经提出了多种保护措施,这些保护措施基本上可以分为以下几种类型:
1、针对环境当中的有害物质由表及里逐渐侵入的特点,采取以系列技术包括渗透性控制模板、喷涂水材料、防渗透图层、聚合物的改性砂浆等等。
2、针对钢筋电化学腐蚀的本质,运用化学原理从根本上消除钢筋的电化学腐蚀。这一类的措施比如阴极的保护、电化学脱盐(再简化)以及能提高钢筋耐蚀性的阻锈剂技术。
3、采用难以腐蚀或者耐腐蚀的材料包裹或者涂覆在钢筋的表面,如采用环氧图层钢筋、不锈钢包覆钢筋等。
4、采用充分湿养护的低水胶双掺高性能混凝土,可以显著提高抗盐的渗透性。用这种混凝土构成具有适当厚度的保护层,是提高耐久性的基本措施。

螺旋钢管应至少焊接三个点,通常四个点更适合工作。 焊接钢管时,应焊接一半,起始杆应**出低点约一厘米,以便从另一侧进行连接。 直缝钢管壁厚较厚时,应分层,至少两层,一层整圈焊接后才能焊接二层。 螺旋焊缝和超声波在线检测很难跟踪。因此,焊缝缺陷**标的概率**直缝埋弧焊钢管。 加热操作的关键是将坯料均匀加热到适合加工的温度。 由于穿孔对质量有很大的影响,即弯曲时的温度是影响质量的一个重要条件,所以穿孔时的坯料温度一般是可控的。 根据焊接规范,通过工艺试验和工艺分析,确定焊缝采用双层CO2气体保护焊。 H08Mn2SiA,1.2毫米焊丝,用于焊接材料;保护气体是纯CO2气体 层焊缝的焊接电流为200 ~ 250安,二层焊缝的焊接电流为240 ~ 320安;;电弧电压为24 ~ 26v 工艺要求如下:层焊必须全焊,以保证良好的背面成形;焊接电流、电弧电压、送丝速度和焊接速度可根据设备类型进行调整。

螺旋钢管详细介绍:
生产工艺:是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺 旋缝钢管.
(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
(3)成型前,带钢经过矫平、剪边、刨边,表面输送和予弯边。
(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)采用外控或内控辊式成型。
团队
我公司是提供弯头、三通、异径管、管帽、法兰、支吊架等高、中、低压管件及管道配件系列;绝缘接头、绝缘法拉系列;保温、耐磨、防腐管道系列公司,公司将以“的服务、的品质”服务于用户,服务于社会。


