沧州龙都管道有限公司
联系人:郭之祥
电话:15131744888
地址:河北省沧州盐山县盐山镇盐山城南蒲洼城工业区
产品规格:
产品数量:
包装说明:
关 键 词:莆田防腐无缝钢管电话
行 业:建材 管材管件 金属管材
发布时间:2021-03-05
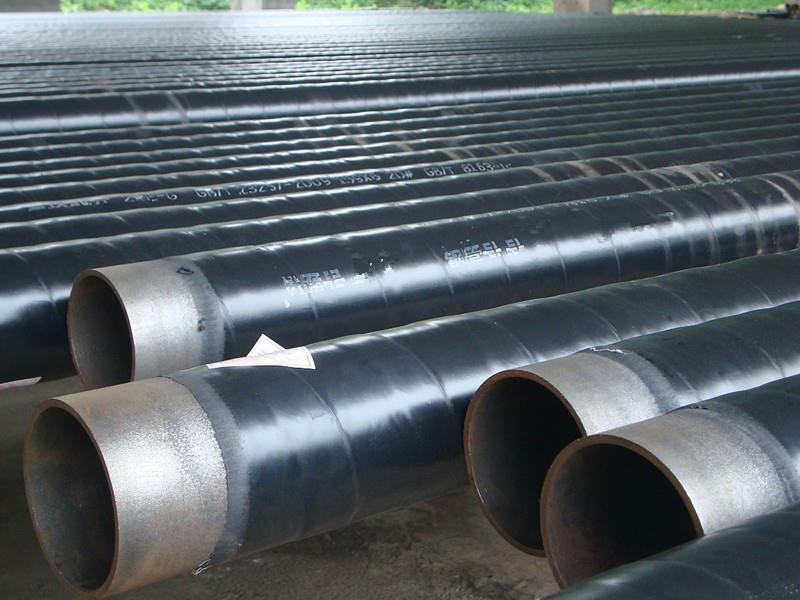
3PE防腐技术综合了环氧涂层与挤压聚乙烯两种防腐层的优良性能,将环氧涂层的界面特性和耐化学特性与挤压聚乙烯防腐层的机械保护特性等优点结合起来,从而显著改善了各自的性能。因此,3PE防腐层是理想的埋地管线外防护层。据部门检测,用3PE防腐技术的埋地管道寿命可长达50年。目前,在我国重点管网均采用了3PE外防腐涂层,国外很多管线也采用此技术。加强级3pe防腐钢管是管道(钢管)在不同的工作环境中使用,为减缓或防止管道在外介质的化学、电化学作用下或由微生物的代谢活动而被侵蚀和变质在其外壁上涂2层或3层聚乙烯(3PE)以达到管道防腐,3pe防腐管使用寿命延长3-5倍。
问:防腐无缝钢管可以焊接吗?
是可以焊接的,焊接完成后需要再做补口处理。
加强级3PE无缝钢管防腐工艺流程 无缝钢管是目前用途为广泛的一种管材,一般用作化工管道、石油管道、天然气管道、输水管道等工程的时候都需要进行防腐处理,常见的无缝钢管防腐工艺主要有3PE防腐、环氧煤沥青防腐、环氧树脂防腐、IPN8710防腐、水泥砂浆防腐工艺等。
问:无缝钢管为什么要做防腐?
无缝防腐钢管具有耐腐蚀、不泄露、高韧性、具有优良的挠性、具有良好的抵抗刮痕能力、具有良好的快速裂纹传递抵抗能力等特点,在大于等于60摄氏度的环境下可以使有50年以上的寿命。无缝防腐钢管除锈方法主要有清洗(利用溶剂、乳剂清洗钢材表面,以达到去除油、油脂、灰尘、润滑剂和类似的**物),工具除锈(主要使用钢丝刷等工具对钢材表面进行打磨,可以去除松动或翘起的氧化皮、铁锈、焊渣等),酸洗(一般用化学和电解两种方法做酸洗处理,管道防腐只采用化学酸洗),喷(抛)射除锈(喷(抛)射除锈是通过大功率电机带动喷(抛)射叶片高速旋转,使钢砂、钢丸、铁丝段、矿物质等磨料在离心力作用下对钢管表面进行喷(抛)射处理)。

无缝钢管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料的管道等。钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及中用的钢脚手架等用钢管制造环形零件,可提高材料利用率,简化制造工序,节约材料和加工工时,已广泛用钢管来制造。

TPEP防腐工艺(内EP外3PE)是结合热固性环氧树脂粉末涂料与聚乙烯特性以及加工工艺后,将三层结构聚乙烯涂层与熔结环氧粉末涂层 技术巧妙结合,为埋地钢管的腐蚀防护提供了佳方案,内壁熔结环氧树脂粉末(FBE)防腐,解决了管道的内防腐问题,管道糙率小、内壁光滑、水力性能良 好。通过设计实例分析得出:与同管径管材相比,采用内壁熔结环氧涂层的管路损失可以降低30%以上;在输送相同流量的情况下,其管径可以减小一级,从而降 低了成本,减少了能耗。已成为市场上广泛应用的一种大口径输水大口径输水管道的主品。在国内南水北调配套工程、APEC峰会怀柔雁栖湖生态供水、冬奥 会申办会场崇礼滑雪场国家重点项目中得到应用。
TPEP防腐钢管防腐层对于埋地管道的寿命来说是至关重要的,同样材质的管道,有的埋在地下几十年不腐蚀,有的几年就发生泄露。就是因为它们采用了不同的外防腐层。在三层结构中,熔结环氧粉末涂层的主要作用是:形成连续的涂膜,与钢管表面直接粘结,具有很好的耐化学腐蚀性和抗阴极剥离性能;与中间层胶粘剂的活性基团反应形成化学粘结,保证整体防腐层在较高温度下具有良好的粘结性。中间层通常为共聚物粘结剂,其主要成分是聚烯烃,目前广泛采用的是乙烯基共聚物胶粘剂。共聚物胶粘剂的极性部分官能团与熔结环氧粉末涂层的环氧基团可以反应生成氢键或化学键,使中间层与底层形成良好的粘结;而非极性的乙烯部分与面层聚乙烯具有很好的亲合作用,所以中间层与面层也具有很好的粘结性能。聚乙烯面层的主要作用是起机械保护与防腐作用,与传统的二层结构聚乙烯防腐层具有同样的作用。3PE防腐一般由3层结构组成:*1层环氧粉末(FBE>100um)*二层胶粘剂(AD)170~250um*三层聚乙烯(PE)2.5~3.7mm实际操作中将三种材料混合融为一体,经过加工使之与钢管牢固结合形成优良的防腐层。其加工方式一般分缠绕式和圆模包覆式两种。gzx
TPEP防腐钢管在生产过程中为了不影响管口焊接在预留10公分左右的预留段,然而因钢管堆放时间较长,管端金属腐蚀导致的管端出现翘边。如布急于使用在露天堆积时应在管端进行遮盖,防止雨水造成管端腐蚀。可在管端金属暴露处涂刷可焊防锈漆,以防止防腐管在储存时期因腐蚀导致防腐层翘边。在生产过程中严格控制管端预留处焊缝余高的修磨质量。在焊缝处聚乙烯坡口外与管体别的部位相同,使环氧粉末保存长度>20mm,以防止焊缝处环氧粉末底部先被腐蚀而导致3PE防腐层翘边。管端焊缝修磨应从焊缝修磨开端处到聚乙烯倒角处应有10-20mm没有焊缝余高的与管体相同的聚乙烯层平整段,以确保管端聚乙烯坡口处揉捏粘结质量。焊缝修磨后的余高应尽量做到与管体平齐,不要有显着的余高,以防止在打磨聚乙烯层倒角时,将环氧粉末一同打磨掉。未修磨的*与修磨处的过渡段倒角,也应与聚乙烯层倒角相同(≤30°)防止因坡口处防腐层粘好呈现聚乙烯层翘边。预留段环氧粉末涂层只要维护完整。管端聚乙烯坡口加工一般厂家都选用钢丝轮打磨方式,这样会损坏环氧粉末涂层。应改用机械加工坡口,刀口底层要有限位设备来控制的进刀深度,防止伤及环氧粉末涂层受到磨损。


