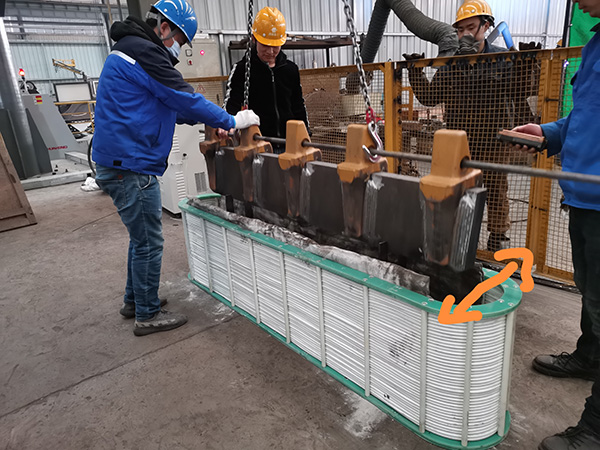
热处理后焊接 电磁感应加热设备 管道热处理设备
价格:48000.00起
产品规格:
产品数量:
包装说明:
关 键 词:热处理后焊接
行 业:包装 软包装机械 高频机
发布时间:2021-02-20
1.松弛焊接残余应力 2.稳定结构的形状和尺寸,减少畸变。 3.改善母材、焊接接头的性能,包括a.提高焊缝金属的塑性。b.降低热影响区硬度。c.提高断裂韧性。d.改善疲劳强度。e.恢复或提高冷成型中降低的屈服强度。 4.提高抗应力腐蚀的能力。 5.进一步释放焊缝金属中的有害气体,尤其是氢,防止延迟裂纹的发生。
电热元件加热 利用工频(50~60赫)交变电流通过电热元件时产生的电阻热加热工件。电热元件常布置在加热室内四周或两侧,以保证加热室内温度均匀;也有把元件装在辐射管内对工件间接加热的。对于外热盐浴炉或金属浴炉,则把电热元件布置在坩埚外、壳体内的空间。这种加热方法也可用于氧化铝粒子的浮动粒子炉。它适用于工件整体加热和电能充足的地区。

电加热法
以电为热源,通过各种方法使电能转变为热能以加热工件。电加热时,温度易于控制,无环境污染,热效率高。电加热有多种方法。

焊后消除应力热处理的目的是改善焊接接头的组织和性能,消除焊接残余应力。
恢复力学性能热处理的目的是恢复因加工硬化而降低的塑性、韧性,保证压力容器的质量和安全。
改善力学性能热处理顾名思义就是通过热处理来改善钢材力学性能。这种热处理大部分都是钢厂来做的。
消氢处理既可消除过大的焊接应力,亦可使焊接接头中的扩散氢逸出。
工件感应加热 把工件放在一个螺旋线圈内,线圈中通以一定频率(一般**工频)的交流电,使放在线圈中的工件产生涡流电流,利用工件本身的电阻产生热量而被加热。这种加热的深度可随电流频率提高而变浅,称为感应加热热处理。感应加热主要用于加热工件表面,但采用较低频率而工件直径又小时,也可以进行整体加热。这种加热方法效率高,耗电少,多用于中、小零件的加热淬火。
1、焊后热处理目的
1.松弛焊接残余应力;2.稳定结构的形状和尺寸,减少畸变;3.改善母材、焊接接头的性能;4.提高抗应力腐蚀的能力; 5.进一步释放焊缝金属中的有害气体,尤其是氢,防止延迟裂纹的发生。


