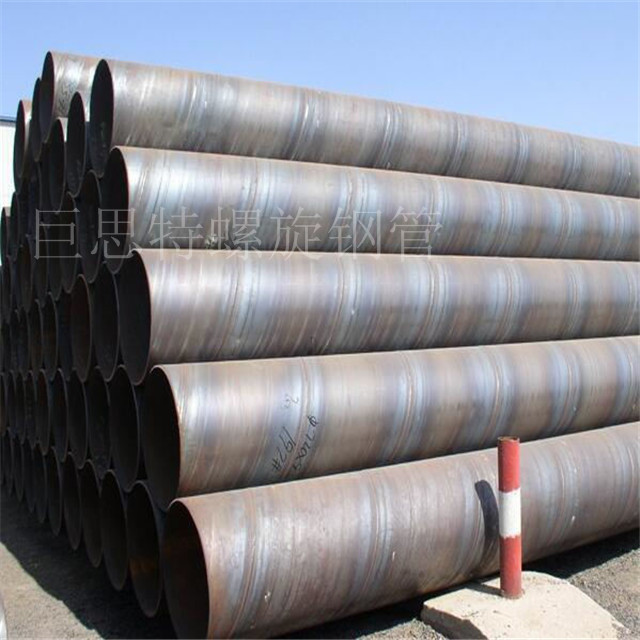
X42无缝钢管 唐山大口径螺旋钢管 螺旋钢管流体输送
价格:3516.00起
产品规格:
产品数量:
包装说明:
关 键 词:X42无缝钢管
行 业:建材 金属建材 钢管
发布时间:2021-02-09
公司将以的产品、优惠的价格,完善的服务,竭诚满足用户需求,愿与海内外的朋友互惠互利、真诚合作、建立持久、相互信赖的合作关系,共创新世纪的辉煌。
螺旋钢管应至少焊接三个点,通常四个点更适合工作。 焊接钢管时,应焊接一半,起始杆应**出低点约一厘米,以便从另一侧进行连接。 直缝钢管壁厚较厚时,应分层,至少两层,一层整圈焊接后才能焊接二层。 螺旋焊缝和超声波在线检测很难跟踪。因此,焊缝缺陷**标的概率**直缝埋弧焊钢管。 加热操作的关键是将坯料均匀加热到适合加工的温度。 由于穿孔对质量有很大的影响,即弯曲时的温度是影响质量的一个重要条件,所以穿孔时的坯料温度一般是可控的。 根据焊接规范,通过工艺试验和工艺分析,确定焊缝采用双层CO2气体保护焊。 H08Mn2SiA,1.2毫米焊丝,用于焊接材料;保护气体是纯CO2气体 层焊缝的焊接电流为200 ~ 250安,二层焊缝的焊接电流为240 ~ 320安;;电弧电压为24 ~ 26v 工艺要求如下:层焊必须全焊,以保证良好的背面成形;焊接电流、电弧电压、送丝速度和焊接速度可根据设备类型进行调整。

螺旋钢管详细介绍:
生产工艺:是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺 旋缝钢管.
(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
(3)成型前,带钢经过矫平、剪边、刨边,表面输送和予弯边。
(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)采用外控或内控辊式成型。

螺旋钢管的生产主要取决于钢管的尺寸,大直径厚壁管适合接触焊接。螺旋钢管厂的锥形直径管道必须采用接触焊接。 当工作频率为100-300千赫时,输出功率达到100千瓦,适用于厚壁焊接。 然而,焊接薄壁管几乎是不可能的,因为螺旋钢管在低频下有更深的熔化。 随着固态发电机的出现,频率可以提高,但只有相对较低的功率输出可用。 固态射频发生器的控制部括适用于谐振电路的高频信号源。 信号源驱动金属氧化物半导体场效应晶体管实现有效的DC到射频转换 螺旋钢管厂的控制部分还包括必要的保护电路,以确保当检测到频率控制故障、负载故障或过电压时,焊接电源可靠地关闭。 直缝焊接钢管应先清理油污、油漆、水、铁锈等。在焊接处。然后,应根据壁厚打开凹槽。厚的应该开大一点,薄的应该开小一点(角磨机)。那么焊条和焊丝之间的间隙应为焊条直径的1- 1.5倍。如果你不小心打开了凹槽,你可以适当地让它变小。
对于钢管的热扩方法。
1、弯曲成形法
弯曲成形法有三种方法较为常用,一种方法叫伸展法,另一种方法叫冲压法,*三种滚轮法,有3-4个辊,两个固定辊,一个调整辊,调整固定辊距,成品管件就是弯曲的。
2、冲压法
在冲床上用带锥度的芯子将管端扩到要求的尺寸和形状。
3、滚轧法
一般不用芯轴,适合于厚壁管内侧圆缘。
4、滚轮法
在管内放置芯子,外周用滚轮推压,用于圆缘加工。
5、鼓胀法
鼓胀法是在管内放置橡胶,上方用冲子压缩,使管子凸出成形;另一种方法是液压鼓胀成形,在管子中部充入液体,液体压力把管子鼓成所需要的形状,波纹管的生产大部分用的是这种方法。
6、锻压法
用型锻机将管子端部或一部分予以冲伸,使外径减少,常用型锻机有旋转式、连杆式、滚轮式。

有关螺旋管管道表面光洁度的要求 标准规定了螺旋管的“表面光洁”要求。但在生产中因各种原因所致的钢管表面缺陷多达10几种。这些缺陷主要包括:螺旋管的表面裂缝(裂纹)、发纹、内折、外折、轧破、内直道、外直道、离层、结疤、凹坑、凸包、麻坑(麻面)、擦伤(划伤)、内螺旋道、外螺旋道、青线、矫凹、辊印等。 在上述钢管表面缺陷中,有些缺陷对钢管性能的危害程度是十分严重的,称之为危险性缺陷,如钢管裂缝(裂纹)、内折、外折、轧破、离层、结疤、拉凹、凸包等;有些缺陷对钢管的性能影响相对小一些,称之为一般性缺陷,如螺旋管麻坑(面)、青线、擦(划、碰)伤、轻微的内直道和外直道、轻微的内螺旋道和外螺旋道、矫凹、辊印等。虽然某些十分轻微的且对钢管使用影响很小的一般性表面缺陷可以保留在钢管上,但标准对其缺陷的深度和长度(大小)仍有十分严格的限制。 对于危险性的钢管表面缺陷则必须采取切除或修磨的方式将其干净。当对那些允许修磨的钢管表面缺陷进行修磨时,规定修磨处的深度和修磨点的形状必须符合标准规定的要求。为了提高钢管的表面质量,有时还会对钢管的内外表面进行喷丸(砂)、砂磨或机车削。
价格优惠
创业伊始,我公司以优良的质量,稳定的价格,周到的服务得到客户的一致认同,企业不断发展壮大。真正集治炼、制造、销售为一体,开展企业新的发展空间和局面,给企业注入新的活力。