首页 > 供应商机 > 江西液压打包机 卧式液压废纸箱打包机 制造*
江西液压打包机 卧式液压废纸箱打包机 制造*
价格:62000.00起
任县新红机械制造厂
联系人:左经理
电话:15350867101
地址:河北邢台任县邢湾镇
液压打包机特点:
1: 设备均是液压动力,安装简便,无须地基。
2: 安装*底脚螺丝,在无电源的地方,可采用柴油机作动力;
3:出料形式有翻包、推包或人工取包(打包)等不同方式;
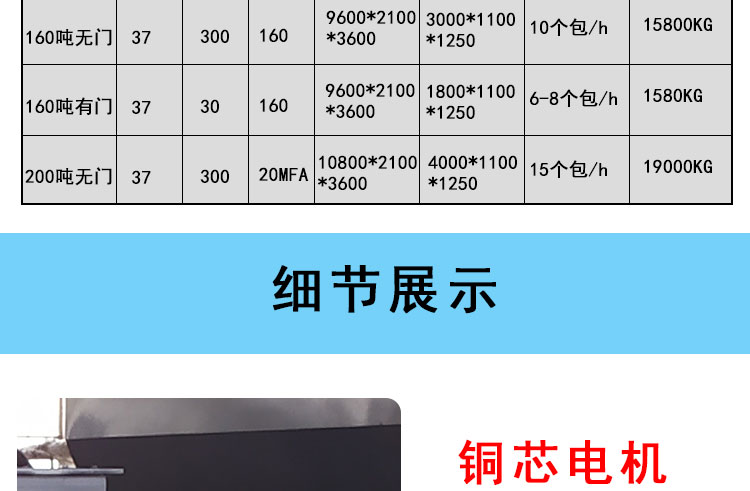
4: 挤压力从10吨至100吨有十个等级,供用户选择。
5:尺寸和包块尺寸可根据客户要求定制。
6:推料缸和推料头之间采用球面结构联接,可靠性好,油封使用寿命长。
7: 加料口加宽、加大,填料更方便快捷。
8:低噪音液压回路设计,能低故障。
9: 卧式结构,可配输送带加料或人工加料。
10:操纵杆操作,安全可靠。
液压打包机知识的设备特点:
1.高速化,化,低能耗,提高液压打包机知识的工作效率,降低生产成本。
2.机电液一体化,充分合理利用机械和电子方面的技术促进整个液压系统的完善。
3.自动化,智能化,微电子技术的高速发展为液压打包机知识的自动化和智能化提供了充分的条件,自动化不仅仅体现的在加工,应能够实现对系统的自动诊断和调整,具有故障预处理的功能。
4.液压元件集成化,标准化,集成的液压系统减少了管路连接,有效地防止泄漏和污染,标准化的元件为机器的维修带来方便。
打包机操作顺序:
(一)门盖盖下将门盖缸阀手柄前推,门盖油缸推动门盖关闭,全自动打包机将露在箱体外的物料进行剪切,位将主压缸阀手柄扳并对物料进行初级压缩,锁头插入锁头套锁紧门盖使之不上浮。待压力表示值达到系统压力后,将手柄扳至中位,系统卸荷。<br />
(二)侧压缸进门盖关闭到位后将侧压缸阀手柄扳至前位,高压油经侧压缸阀进入侧压缸后腔推动活塞前进,侧压头前进对物料进行次级压缩,待油缸行程到位(压力表示值达到系统压力)后将手柄扳至中位。<br />
(三)主压缸进侧压缸前进到位后,将主压缸阀手柄扳至前位,主压缸带动主压头前进,对物料进行压缩,物料在此*终压缩成型,待压力表示值达到系统压力后,保压3~5秒后,将手柄扳至中位。<br />
(四)回程将侧压缸、主压缸阀手柄依次扳至后位,侧、主压油缸回程,全自动打包机至前回程到位后将门盖缸阀手柄扳至后位,<br />
(五)翻包将翻包缸阀手柄扳至前位,翻包缸前。
打包机打包带粘合效果欠佳时,我们应该如何解决:
1.温度调节旋钮调节不当。
在打包机电器控制盒内,电路板的上方,打开控制盒盖,即可明显看一调节旋钮,顺时针方向转动温度调升高,反之降低。温度太高或太低,粘合效果都不好,所以一次不要调得太多,一般调在刻度线4—5之间即可。
2.电源电压不正常。
本机应使用220V电压。很多工厂电压往往不足,如果再使用长的电缆线将会造成电压下降使汤头温度变低,甚至于在捆紧时烧掉马达。
3.电热怪手上拉簧失效。
电热怪手上的长拉簧疲劳。如此不能将烫头送到上下两层打包带之间导致粘合一半,甚至更少。
4.打包机烫头位置调整不当。
烫头太高太低或偏左、偏右,与打包带或相碰无法对上下两层打包带加热,应根据情况进行调整。
5.中刀轴承破裂。
中刀轴承破裂,如此无法上**,压紧打包带使之粘合。
6.机内温度太高。
排烟微风扇发生故障,使得打包机内温度太高。
7.烫头耐热线故障。
检查耐热线是否断裂烧坏,如螺帽松动应拧紧。
8.打包机捆紧力调的太大。
适当调整捆紧力。

全自动卧式液压打包机特点:
1.PLC控制,配合人机界面(触摸屏)视窗式,同步动作指示图配合错误警告,可设定包块长度。
2.左、右、上三方向浮动式缩口设计,有利于自动分配四面压力,可广泛用于不同物料的打包。
3.推料缸和推料头之间采用球面结构联接,可靠性好,油封使用寿命长。
4.加料口带分散式剪切刀,剪切效能高。
5.低噪音液压回路设计,能低故障。
为客户创造价值是我们永远的奋斗目标。


