首页 > 供应商机 > 大连数控加工中心机床防护罩 机床钣金防护罩
大连数控加工中心机床防护罩 机床钣金防护罩
价格:100.00起
无锡嘉莱机械有限公司
联系人:郭玉飞
电话:18914127116
地址:上海市嘉定区嘉定工业区嘉松北路
产品规格:
产品数量:
包装说明:
关 键 词:大连数控加工中心机床防护罩
行 业:五金 机械五金 机床附件
发布时间:2021-02-03
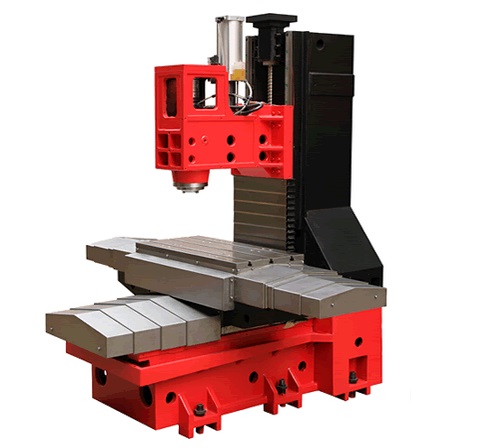
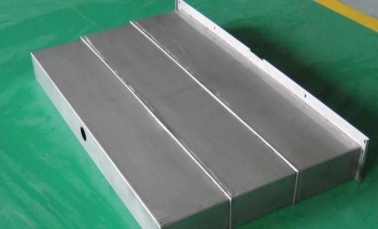
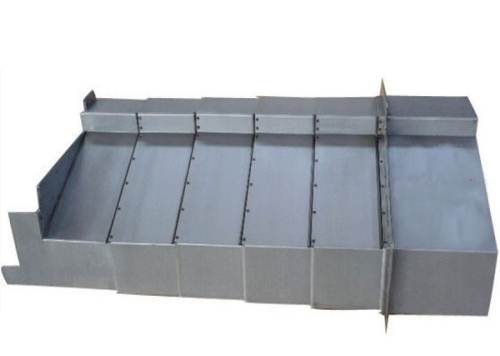
机床防护罩是防护机床床身及导轨丝杠的一种产品。
可以分为:钢板防护罩,风琴防护罩丝杠防护罩,盔甲式防护罩,卷帘防护罩,等。
所以采购商采购产品的时候一定要看自己机床适合哪种再
它的表面光滑、造型规则、外观优美,为机床的整体造型增添了无限色彩。所以说,它在为您的机床提供实用性保护的同时,也为机床增加了更多视觉上的美感,使机床的整体得到了提升。
常用的循环方式有两种:外循环和内循环。滚珠在循环过程中有时与丝杠脱离接触的称为外循环;始终与丝杠保持接触的称为内循环。滚珠每一个循环闭路称为列,每个滚珠循环闭路内所含导程数称为圈数。内循环滚珠丝杠副的每个螺母有2列、3列、4列、5列等几种,每列只有一圈;外循环每列有1.5圈、2.5圈和3.5圈等几种 [3] 。1) 外循环:外循环是滚珠在循环过程结束后通过螺母外表面的螺旋槽或插管返回丝杠螺母间重新进入循环。外循环滚珠丝杠螺母副按滚珠循环时的返回方式主要有端盖式、插管式和螺旋槽式。常用外循环方式端盖式;插管式;螺旋槽式。端盖式,在螺母上加工一纵向孔,作为滚珠的回程通道,螺母两端的盖板上开有滚珠的回程口,滚珠由此进入回程管,形成循环。插管式,它用弯管作为返回管道,这种结构工艺性好,但是由于管道**螺母体外,径向尺寸较大。螺旋槽式,它是在螺母外圆上铣出螺旋槽,槽的两端钻出通孔并与螺纹滚道相切,形成返回通道,这种结构比插管式结构径向尺寸小,但制造较复杂。外循环滚珠丝杠外循环结构和制造工艺简单,使用广泛。其缺点是滚道接缝处很难做得平滑,影响滚珠滚道的平稳性。
2) 内循环:内循环均采用反向器实现滚珠循环,反向器有两种类型。圆柱凸键反向器,它的圆柱部分嵌入螺母内,端部开有反向槽2。反向槽靠圆柱外圆面及其上端的圆键1定位,以保证对准螺纹滚道方向。扁圆镶块反向器,反向器为一般圆头平键镶块,镶块嵌入螺母的切槽中,其端部开有反向槽3,用镶块的外轮廓定位。两种反向器比较,后者尺寸较小,从而减小了螺母的径向尺寸及缩短了轴向尺寸。但这种反向器的外轮廓和螺母上的切槽尺寸精度要求较高。 图为端盖式循环,仅供参考。种类选择滚珠丝杠的螺母,根据钢球的循环方式可分为:弯管式、循环器式、端盖式。这三种循环方式的特长。
弯管式(SBN、BNF、BNT、BNFN、BIF 和 BTK型)这些型号,搜索的到。循环式导片式(HBN型这些型号是典型的螺母,通过使用弯管让钢球经行循环。钢球从丝杆轴的沟槽中掬取进入弯管后,再回到沟槽中,做无限循环运动。循环器式(DK、DKN、DIK、JPF 和 DIR型)这些型号是小型的螺母,通过循环器改变钢球的行进方向,越过丝杆轴外径回到原位,做无限循环运动。端盖式(SBK、SDA、SBKH、WHF、BLK、WGF、BLW、WTF、CNF 和 BLR型)这些型号是合适高速给进的螺母。钢球利用端盖,从丝杆轴的沟槽中被掬取到螺母的通孔里,通过通孔又回到沟槽中,做无限循环运动。
光栅尺线位移传感器的安装比较灵活,可安装在机床的不同部位。
一般将主尺安装在机床的工作台(滑板)上,随机床走刀而动,读数头固定在床身上,尽可能使读数头安装在主尺的下方。其安装方式的选择必须注意切屑、切削液及油液的溅落方向。如果由于安装位置限制必须采用读数头朝上的方式安装时,则必须增加密封装置。另外,一般情况下,读数头应尽量安装在相对机床静止部件上,此时输出导线不移动易固定,而尺身则应安装在相对机床运动的部件上(如滑板)。
1、光栅尺线位移传感器安装基面
安装光栅尺传感器时,不能直接将传感器安装在粗糙不平的机床身上,更不能安装在打底涂漆的机床身上。光栅主尺及读数头分别安装在机床相对运动的两个部件上。用千分表检查机床工作台的主尺安装面与导轨运动的方向平行度。千分表固定在床身上,移动工作台,要求达到平行度为0.1mm/1000mm以内。如果不能达到这个要求,则需设计加工一件光栅尺基座。
基座要求做到:(1)应加一根与光栅尺尺身长度相等的基座(基座长出光栅尺50mm左右)。(2)该基座通过铣、磨工序加工,保证其平面平行度0.1mm/1000mm以内。另外,还需加工一件与尺身基座等高的读数头基座。读数头的基座与尺身的基座总共误差不得大于±0.2mm。安装时,调整读数头位置,达到读数头与光栅尺尺身的平行度为0.1mm左右,读数头与光栅尺尺身之间的间距为1~1.5mm左右。
2、光栅尺线位移传感器主尺安装
将光栅主尺用M4螺钉上在机床安装的工作台安装面上,但不要上紧,把千分表固定在床身上,移动工作台(主尺与工作台同时移动)。用千分表测量主尺平面与机床导轨运动方向的平行度,调整主尺M4螺钉位置,使主尺平行度满足0.1mm/1000mm以内时,把M2螺钉彻底上紧。
在安装光栅主尺时,应注意如下三点:
(1) 在装主尺时,如安装**过1.5M以上的光栅时,不能象桥梁式只安装两端头,尚需在整个主尺尺身中有支撑。(2)在有基座情况下安装好后,用一个卡子卡住尺身中点(或几点)。(3)不能安装卡子时,用玻璃胶粘住光栅尺身,使基尺与主尺固定好。
3、光栅尺线位移传感器读数头的安装
在安装读数头时,首先应保证读数头的基面达到安装要求,然后再安装读数头,其安装方法与主尺相似。后调整读数头,使读数头与光栅主尺平行度保证在0.1mm之内,其读数头与主尺的间隙控制在1~1.5mm以内。
4、光栅尺线位移传感器限位装置
光栅线位移传感器全部安装完以后,一定要在机床导轨上安装限位装置,以免机床加工产品移动时读数头冲撞到主尺两端,从而损坏光栅尺。另外,用户在选购光栅线位移传感器时,应尽量选用**出机床加工尺寸100mm左右的光栅尺,以留有余量。
5、光栅尺线位移传感器检查
光栅线位移传感器安装完毕后,可接通数显表,移动工作台,观察数显表计数是否正常。
在机床上选取一个参考位置,来回移动工作点至该选取的位置。数显表读数应相同(或回零)。另外也可使用千分表(或百分表),使千分表与数显表同时调至零(或记忆起始数据),往返多次后回到初始位置,观察数显表与千分表的数据是否一致。
通过以上工作,光栅尺线位移传感器的安装就完成了。但对于一般的机床加工环境来讲,铁屑、切削液及油污较多。因此,传感器应附带加装护罩,护罩的设计是按照传感器的外形截面放大留一定的空间尺寸确定,护罩通常采用橡皮密封,使其具备一定的防水防油能力 [2] 。

(1)光栅尺传感器与数显表插头座插拔时应关闭电源后进行。(2)尽可能外加保护罩,并及时清理溅落在尺上的切屑和油液,严格防止任何异物进入光栅尺传感器壳体内部。(3)定期检查各安装联接螺钉是否松动。(4)为延长防尘密封条的寿命,可在密封条上均匀涂上一薄层硅油,注意勿溅落在玻璃光栅刻划面上。(5) 为保证光栅尺传感器使用的可靠性,可每隔一定时间用混合液(各50%)清洗擦拭光栅尺面及指示光栅面,保持玻璃光栅尺面清洁。(6) 光栅尺传感器严禁剧烈震动及摔打,以免破坏光栅尺,如光栅尺断裂,光栅尺传感器即失效了。(7) 不要自行拆开光栅尺传感器,更不能任意改动主栅尺与副栅尺的相对间距,否则一方面可能破坏光栅尺传感器的精度;另一方面还可能造成主栅尺与副栅尺的相对摩擦,损坏铬层也就损坏了线,以而造成光栅尺报废。(8) 应注意防止油污及水污染光栅尺面,以免破坏光栅尺线条纹分布,引起测量误差。(9) 光栅尺传感器应尽量避免在有严重腐蚀作用的环境中工作,以免腐蚀光栅铬层及光栅尺表面,破坏光栅尺质量。总结编辑合理选取光栅尺,正确使用使其物尽其能;也有互相矛盾的一面,安装位置既要尽可能靠近驱动轴线,又要尽量远离机床的发热源(如丝杠副),这就要看机床设计师,怎样兼顾折衷考虑各方面因素,综合考虑光栅尺选型、设计、安装、捌试等因素,得到比较合理的性价比,势必取得比较好的控制检测效果。 通过以上几个步骤的调试,一台数控机床一般都能获得很好的位置精度(定位精度、重复定位精度),达到机床设计要求,能很容易满足用户的需求,对数控机床的制造厂家和使用用户有着非凡的现实意义
滚珠丝杠是将回转运动转化为直线运动,或将直线运动转化为回转运动的理想的产品。
滚珠丝杠是工具机械和精密机械上常使用的传动元件,其主要功能是将旋转运动转换成线性运动,或将扭矩转换成轴向反复作用力,同时兼具高精度、可逆性和率的特点。由于具有很小的摩擦阻力,滚珠丝杠被广泛应用于各种工业设备和精密仪器。
滚珠丝杠由螺杆、螺母、钢球、预压片、反向器、防尘器组成。它的功能是将旋转运动转化成直线运动,这是艾克姆螺杆的进一步延伸和发展,这项发展的重要意义就是将轴承从滑动动作变成滚动动作。
人们应用螺杆来做传动的历史其实不算很长,传统上的螺杆一直有定位不佳、易损害的情况。直到公元1898年人们尝试将钢珠置入螺帽及螺杆之间以滚动摩擦取代滑动摩擦,来改善其定位不佳及易损害的情况。1940年更将滚珠螺杆置于在汽车转向装置上,更为滚珠螺杆的应用上的巨大革命,并逐渐取代传统艾克姆螺杆(ACME)。直到近年来,滚珠螺杆已成为产业界使用广的零组件之一
1、按照国标GB/T17587.3-1998及应用实例,滚珠丝杠(已基本取代
雄联滚珠丝杠图片
雄联滚珠丝杠图片(2张)
梯形丝杆,俗称丝杆)是用来将旋转运动转化为直线运动;或将直线运动转化为旋转运动的执行元件,并具有传动效率高,定位准确等
2、当滚珠丝杠作为主动体时,螺母就会随丝杆的转动角度按照对应规格的导程转化成直线运动,被动工件可以通过螺母座和螺母连接,从而实现对应的直线运动。
在一定载荷作用下,轴承在出现点蚀前所经历的转数或小时数,称为轴承寿命。
滚动轴承之寿命以转数(或以一定转速下的工作的小时数)定义:在此寿命以内的轴承,应在其任何轴承圈或滚动体上发生初步疲劳损坏(剥落或缺损)。然而无论在实验室试验或在实际使用中,都可明显的看到,在同样的工作条件下的外观相同轴承,实际寿命大不相同。此外还有数种不同定义的轴承“寿命”,其中之一即所谓的“工作寿命”,它表示某一轴承在损坏之前可达到的实际寿命是由磨损、损坏通常并非由疲劳所致,而是由磨损、腐蚀、密封损坏等原因造成。为确定轴承寿命的标准,把轴承寿命与可靠性联系起来。
由于制造精度,材料均匀程度的差异,即使是同样材料,同样尺寸的同一批轴承,在同样的工作条件下使用,其寿命长短也不相同。若以统计寿命为1单位,长的相对寿命为4单位,短的为0.1-0.2单位,长与短寿命之比为20-40倍。90%的轴承不产生点蚀,所经历的转数或小时数称为轴承额定寿命 [1] 。额定动载荷为比较轴承抗点蚀的承载能力,规定轴承的额定寿命为一百万转(106)时,所能承受的载荷为基本额定动载荷,以C表示。
也就是轴承在额定动载荷C作用下,这种轴承工作一百万转(106)而不发生点蚀失效的可靠度为90%,C越大承载能力越高。
对于基本额定动载荷1.向心轴承是指纯径向载荷2.推力球轴承是指纯轴向载荷3.向心推力轴承是指产生纯径向位移得径向分量
行业现状编辑《中国轴承制造行业产销需求预测与转型升级分析报告》数据显示,2009-2013年中国轴承制造行业工业总产值呈逐年增长的态势。2013年行业实现工业总产值2493.63亿元,同比增长了12.92%。对近五年来的数据进行分析发现,2009-2013年中国轴承制造行业销售收入也呈逐年增加的态势。2013年,实现销售收入2490.12亿元,同比增长11.80%。我国轴承工业飞速发展,轴承品种由少到多,产品质量和技术水平从低到高,行业规模从小到大,已经形成了产品门类基本齐全、生产布局较为合理的生产体系。