青岛安捷能电器科技有限公司
联系人:王经理
电话:13969643150
地址:山东省青岛市胶州市
产品规格:
产品数量:
包装说明:
关 键 词:泉州PPR管生产线价格
行 业:塑料 塑料机械 塑料挤出机
发布时间:2021-02-01
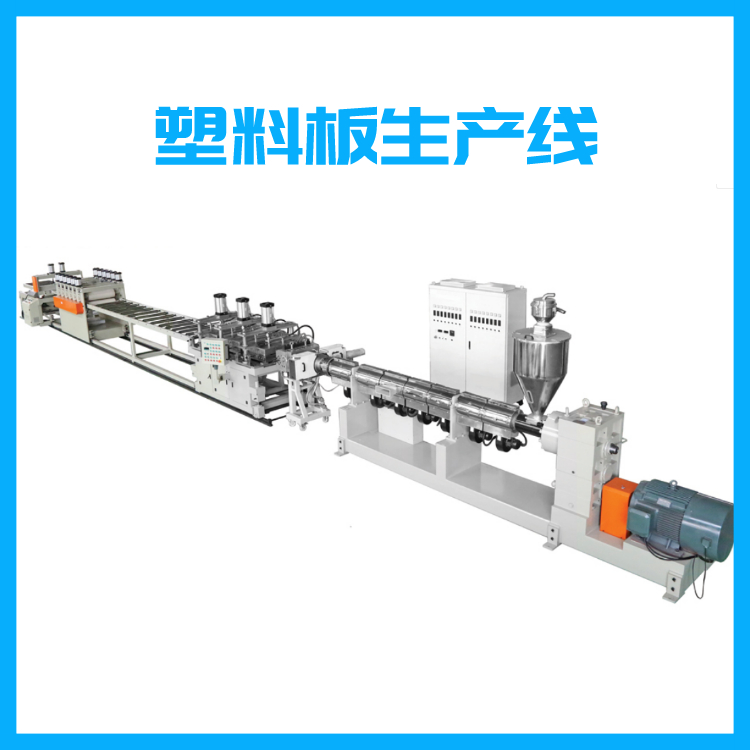
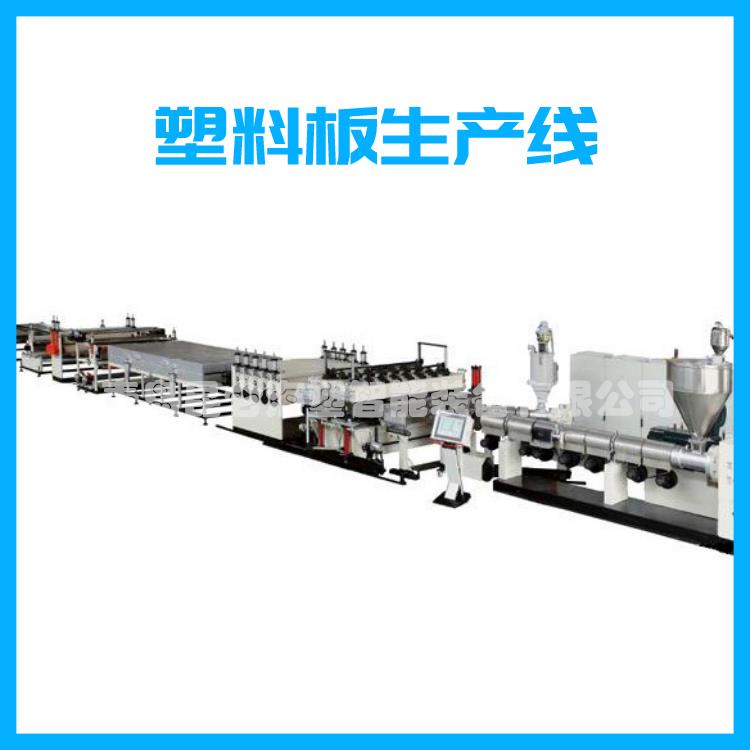
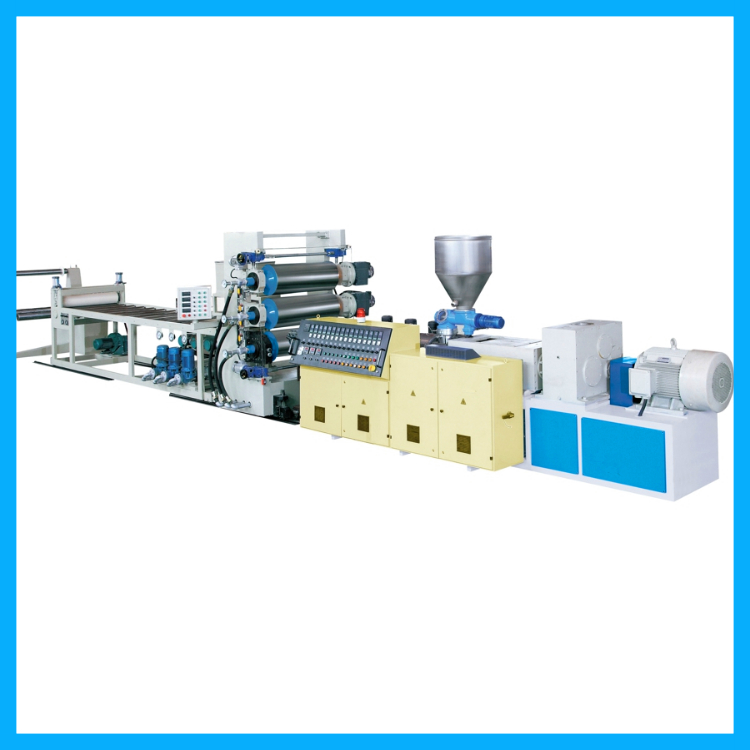
我公司生产塑料挤出生产线:管材、片材、型材、板材、木塑、石塑、扣板、格子板、建筑模板、异型材、PE管、PVC管、PPR管等各类挤出生产设备。稳定高产、操作简便、耐用,欢迎咨询了解。
产生疙瘩的原因
(1) 由于温度控制较低,塑料还没有塑化好就从机头挤出来。
(2) 塑料质量较差,有难塑化的树脂,这些没有完全塑化就被挤出。
(3) 加料时一些杂质被加入料斗内,造成杂质疙瘩。
(4) 温度控制**高,造成焦烧,从而产生烧焦疙瘩。
(5) 对模压盖没有压紧,进胶后老化变质,出现焦烧疙瘩。
塑料层起包、棱角、耳朵、皱褶及凹凸
1. 产生原因
(1) 塑料包带和钢带绕包所造成的质量问题。
(2) 模具选配过大,抽真空后造成的。
(3) 模芯损坏后产生塑料倒胶。
(4) 线芯太重,塑料层冷却不好。
2. 排除方法
(1) 检查半成品品质量,不合格品不生产。
(2) 装配前要检查模具,发现问题要处理后再使用。
(3) 模具选配要合适。适当降低牵引的速度,是塑料层完全冷却。
气孔、气泡或气眼
1. 产生的原因
(1) 局部控制温度**高。
(2) 塑料潮湿或有水份。
(3) 停机后塑料中的多余气体没有排除。
(4) 自然环境潮湿。
产生烧焦的原因
(1)温度控制**高造成塑料烧焦。
(2)螺杆长期使用而没有清洗,烧焦物积存,随塑料挤出。
(3)加温时间太长,塑料积存物长期加温,使塑料老化变质而烧焦。
(4)停车时间过长,没有清洗机头和螺杆,造成塑料分解烧焦。
(5)多次换模或换色,造成塑料分解烧焦。
(6)机头压盖没有压紧,塑料在里面老化分解。
(7)控制温度的仪表失灵,造成**高温后烧焦。


