首页 > 供应商机 > 常州工厂直销钢铝拖链无锡生产厂家 桥式拖链 价格低廉
常州工厂直销钢铝拖链无锡生产厂家 桥式拖链 价格低廉
价格:100.00起
无锡嘉莱机械有限公司
联系人:郭玉飞
电话:18914127116
地址:上海市嘉定区嘉定工业区嘉松北路
产品规格:
产品数量:
包装说明:
关 键 词:常州工厂直销钢铝拖链无锡生产厂家
行 业:五金 机械五金 机床附件
发布时间:2021-01-22
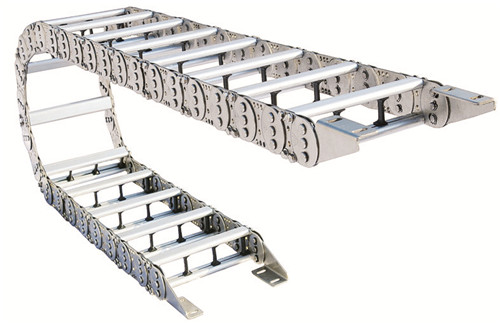
有TL45、TL65、TL95、TL125、TL180、TL225、TL250型,拖链宽度可按用户要求定做,弯曲半径从50-800之间。
有三种支撑板的形式。
(1)当拖链需承载较大管、缆负荷时、应选用高强度支撑板——整块式
(2)当管缆的管接头尺寸大于支撑板内腔孔径或须经常拆装、维修等时。可选用支撑板——分开式
(3)安装管缆的规格品种较多时,可选用支撑板——框架式
为了将门槛密封条本体52的前端安装于侧门21,可以将门槛密封条本体52的前端从内侧固定于安装基部35。然而,在这种情况下,门槛密封条本体52和安装基部35于车辆宽度方向相邻布置,因此,增大了固定部分的车辆宽度方向尺寸。与此不同,在所示实施例中,门槛密封条本体52的前端位于安装基部35的下方,并且从下方固定于安装基部35。因此,由门槛密封条本体52的车辆宽度方向尺寸或安装基部35的车辆宽度方向尺寸,确定使用卡子57的固定部分在车辆宽度方向上的尺寸。可选择地,为了以稳定状态用门槛密封条本体52密封侧门21与门槛板12之间的空间,可以采用加强件,以改进门槛密封条51的刚性。然而,在这种情况下,加强件将增加零部件的数量,并增加成本。与此不同,在所示实施例中,通过将门槛密封条51从下方固定于安装基部35以实现该目的。因此,本实施例*使用加强件。在所示实施例中,必须加入安装基部35作为安装部,用于安装门槛密封条51的前端。然而,由于在通过注射成型形成基底部32时将安装基部35与门缝密封条31的基底部32 一起形成,安装基部35并没有使零部件数量增加。类似地,辅助壁部41也没有使零部件的数量增加。在所示实施例中,按预定尺寸将通过挤出成型形成的中空挤出件切成区段,从而形成门槛密封条本体52。以*进行处理的状态使用门槛密封条本体52的处于相反位置的开口端。也就是,端部52a不经过任何类型的机械加工,例如后续的整形或修整。因此,不需要整形端部52a的加工成本。已经具体说明的所示实施例具有下述优点。(I)安装基部35从门缝密封条31的下端朝车辆内部凸出,该安装基部35具有沿安装基部35下表面形成的接纳表面37a。通过将卡子57和*二卡子58安装于长条状的门槛密封条本体52,构成门槛密封条51。门槛密封条本体52中位于门铰链22附近的端部(前端)的上表面被用作安装表面53a。安装表面53a保持与接纳表面37a处于接触,以及,在此状态下,使用卡子57,从下方将门槛密封条本体52的前端固定于安装基部35。然后,使用*二卡子58,从下方将门槛密封条本体52中从卡子57向后分隔开的部分固定于门内板2因此,门槛密封条本体52不易变形,并且使门槛密封条本体52的形状稳定。结果,当承受由例如风所导致的外力时,门槛密封条本体52不易发生这样的情况:其在车辆宽度方向上绕安装部作为支点拍动,并因此导致侧门21与门槛板12之间的密封状态从一个位置到另一位置发生变化。结果,以稳定状态实现了对侧门21与门槛板12之间空间的密封。由于门槛密封条本体52的前端从下方固定于安装基部35,减小了固定部分的车辆宽度方向尺寸。结果,即使侧门21与门槛板12之间的间隙相对狭窄,也以稳定状态实现密封,从而保证上述优点。门槛密封条本体52的前端固定于安装基部35。这减小了门缝密封条31与门槛密封条本体52之间的间隙尺寸,因此,使得雨水不易进入该间隙。通过简单的操作,穿过安装基部35的孔38插入卡子57,以及,穿过门内板24的对应通孔25插入*二卡子58,将门槛密封条51安装于侧门21。2)安装基部35与对应门缝密封条31的基底部32 —体方式形成。这种结构保证了在不采用加强件的情况下获得优点(I),因此,避免了零部件数量的增加。结果,零部件的成本也相应减少。(3)接纳表面37a和安装表面53a都成形为平坦的(图5)。因此,通过相对较大的表面区域,使安装表面53a保持与接纳表面37a处于接触,以及,在此状态下,使用卡子57,将上片53的前端固定于安装基部35。这以改进的可靠性使上片53前端的形状稳定。4)使用具有中空形状的挤出件来形成门槛密封条本体52,以及,门槛密封条本体52的端部52a是开口的与端部52a的某些部分经过修整的情况不同,在本结构中*这种修整的加工成本。这相应降低了成本。
5)辅助壁部41从各接纳表面37a的外缘向下延伸因此,辅助壁部41限制了对应门槛密封条本体52前端的过度向外变形。
[)由上片53与两个侧片54、55构成门槛密封条本体52,上片53具有安装表面53a,两个侧片54、55从上片53的车辆宽度方向处于相反位置的侧缘大致向下延伸,并在下缘处互相结合。门槛密封条本体52具有大致三角形截面(图5)。
]这种结构以增强的可靠性使门槛密封条本体52的形状稳定,并且使得不易发生门槛密封条本体52被过度挤压的情况。所示实施例可以以下述变化形式实现。
装基部35的形状可以改成其它合适方式,只要沿安装基部35的下表面形成接纳表面37a即可。
了将门槛密封条本体52的前端固定于安装基部35,可以采用单个*--^子57
或者多个卡子57。如果使用两个或更多个卡子57,卡子57可以例如于前后方向对齐,以将门槛密封条本体52的前端固定于安装基部35。
安装基部35可以由与对应门缝密封条31的基底部32分开的组件构成。接纳表面37a和安装表面53a之一可以形成为非平坦状。辅助壁部41可以从门缝密封条31中省略。述变化形式也保证了这样的优点:使门槛密封条51形状稳定,从而以稳定状态密封侧门21与门槛12之间的空间。
除了所示实施例的形状之外,门槛密封条本体52可以具有任意适当的截面形状,只要通过挤出成型使门槛密封条本体52中空方式成形即可。上述门槛密封条安装结构可以用于设置有门铰链的门,门铰链可以设置于不同于前端的适当端部(例如后端)。此外,本安装结构可以应用于不同于侧门的适当的门,只要该门是铰接式车门即可。种门槛密封条安装结构,适用于由车辆车身通过门铰链支撑以选择性开闭的门,其中,所述门具有于竖向延伸的门缝密封条,该门缝密封条安装于所述门中位于所述门铰链附近的端部,以密封所述门与所述车身之间的空间,以及,所述安装结构将门槛密封条安装于所述门的下端,该门槛密封条用于密封所述门与所述车身的门槛板之间的空间, 所述安装结构包括: 安装基部,其从所述门缝密封条的下端向内凸出;以及 接纳表面,其沿所述安装基部的下表面形成,其中 所述门槛密封条具有长条状的门槛密封条本体、卡子、以及*二卡子,其中,所述卡子和所述*二卡子安装于所述门槛密封条本体, 所述门槛密封条本体通过挤出成型形成为中空形状,并且具有开口端, 所述门槛密封条本体中位于所述门铰链附近的端部的上表面构成为安装表面, 在所述安装表面与所述接纳表面保持接触的情况下,利用所述卡子,从下方将所述端部固定于所述安装基部,以及 在所述门槛密封条本体上,于所述门槛密封条本体纵向与所述卡子隔开的位置处,利用所述*二卡子,从下方将所述门槛密封条本体固定于所述门。2.根据要求1所述的门槛密封条安装结构,其中,所述安装基部与所述门缝密封条一体方式形成。3.根据要求1所述的门槛密封条安装结构,其中,所述接纳表面和所述安装表面都成形为平坦的。4.根据要求1所述的门槛密封条安装结构,进一步包括辅助壁部,其从所述接纳表面的外缘向下延伸。5.根据要求1所述的门槛密封条安装结构,其中 所述门槛密封条本体包括上片以及一对侧片,所述上片具有所述安装表面,以及,所述一对侧片从所述上片的所述宽度方向处于相反位置的侧缘向下延伸,以及 所述侧片在其下缘处结合在一起。一种用于侧门的门槛密封条安装结构,该侧门具有安装于门铰链附近端部的门缝密封条。安装基部从门缝密封条的下端向内凸出。沿安装基部的下表面形成接纳表面。通过将卡子和*二卡子安装于长条状的门槛密封条本体,构成门槛密封条。该门槛密封条本体通过挤出成型形成为中空形状,以具有开口端。门槛密封条本体中位于门铰链附近的端部的上表面构成为安装表面。在安装表面保持与接纳表面处于接触的情况下,利用卡

本实用新型的目的是提供一种用于数控机床上的镗铣车钻磨多功能,且在同一电主轴上同时进行两项加工业务的高效电主轴,即镗铣车机床伸缩电主轴,该电主轴的问世,一是增加了加工业务范围,二是在同一电主轴上同时进行两项加工业务,即电主轴前总成电机转子前端空心主轴卡盘在车削工件的同时,伸缩空心镗杆进行加工其业务,因伸缩空心镗杆前后行走及定位,对管类工件在车削外圆的同时进行航磨内圆的磨削加工,显著提高了工作效率。广泛用于重型工业,工程机械,船舶,**,矿山设备等行业,并且具有加工工件精度高,可靠性强,噪音低,移定性好,操作方便等优点,市场前景十分广阔
些车辆具有用门铰链支撑以选择性开闭的门,并包括门缝密封条(cutlineseal)和门槛密封条,门缝密封条和门槛密封条安装于门的内侧部分,以对门与车辆车身之间的空间进行密封。门缝密封条安装于门中位于门铰链附近的端部,处于在竖向延伸的状态。门槛密封条具有于前后方向延伸的长条形状,并且安装于门的下端,以密封门与车身门槛板之间的空间。
[0003]例如,如日本专利申请公开N0.2002-283847中所述,将门槛密封条安装于车门的技术可以采用,从门的下端朝车辆内部凸出的凸缘。在凸缘的数个位置处形成各具有接合片的凸出部。在凸缘的各相邻对凸出部之间,形成朝车辆内部凸出的安装凸台部。在门槛密封条的上部中形成具有接合槽和接合孔的安装片。将各安装凸台部对应接合孔,并且使各凸出部与对应接合槽接合。然后,将接合片与安装片接合,从而,将门槛密封条安装于门。
[0004]然而,在日本专利申请公开N0.2002-283847所描述的门槛密封条安装结构中,利用在门槛密封条上部中所形成的安装片,从横向侧将门槛密封条安装于门。结果,当承受由例如风所产生的外力时,门槛密封条会变形,并且绕安装片作为支点于车辆宽度方向拍动,因此,导致门与门槛板之间利用门槛密封条的密封状态变化。因此,需要改进该安装结构,以稳定密封状态。
【发明内容】
[0005]据此,本发明的目的是,提供一种门槛密封条安装结构,能以稳定状态密封门与门槛板之间的空间。
[0006]为了实现上述目的,提供了一种门槛密封条安装结构,其适用于由车辆车身通过门铰链支撑以选择性开闭的门。该门具有于竖向延伸的门缝密封条,该门缝密封条安装于门中位于门铰链附近的端部,以密封门与车身之间的空间,以及,该安装结构将门槛密封条安装于门的下端,用于密封门与车身门槛板之间的空间。该安装结构包括从门缝密封条的下端向内凸出的安装基部、以及沿安装基部的下表面形成的接纳表面。该门槛密封条具有长条状的门槛密封条本体、卡子、以及*二卡子,其中,卡子和*二卡子安装于门槛密封条本体。该门槛密封条本体通过挤出成型形成为中空形状,并且具有开口端。门槛密封条本体中位于门铰链附近的端部的上表面构成安装表面。在安装表面保持与接纳表面处于接触的情况下,利用卡子,从下方将该端部固定于安装基部。在门槛密封条本体中于门槛密封条本体纵向与卡子隔开的位置处,利用*二卡子,从下方使门槛密封条本体与门固定。
[0007]在上述结构中,为了安装门槛密封条,安装表面(其形成于门槛密封条本体中位于门铰链附近的端部的上表面)与接纳表面(其沿安装基部的下表面布置)保持处于接触。在此状态下,使用卡子,从下方将门槛密封条本体中位于门铰链附近的端部固定于安装基部。通过这种固定,经由门缝密封条,将门槛密封条本体的端部安装于门。在门槛密封条本体纵向与卡子隔开的位置处,使用*二卡子,从下方使门槛密封条本体与门固定。
[0008]与门槛密封条只与门固定的情况相比,由于以上述方式将门槛密封条与门固定以及安装基部,门槛密封条更为不易变形,并且使门槛密封条的形状稳定。这使得门与门槛板之间由门槛密封条密封的密封状态稳定。
【附图说明】
[0009]图1是示出根据本发明一种实施例的门槛密封条安装结构的侧视图,图示在侧门中采用该安装结构的车辆的一部分;
[0010]图2是沿图1中线2-2的放大剖视图;
[0011]图3是沿图1中线3-3的放大剖视图;
[0012]图4是所示实施例的一部分的轴测图,示出门槛密封条安装于侧门下端;以及
[0013]图5是沿图4中线5-5的放大剖视图。
【具体实施方式】
[0014]下面,参照附图,说明根据本发明一种实施例的门槛密封条安装结构。
[0015]下文说明中,将车辆的行进方向称为前方,而车辆的倒车方向称作后方。
[0016]如图1至图3中所示,侧门21设置于机动车10的车身11于车辆宽度方向的各侧。门铰链22位于侧门21的前端,各侧门21由车身11通过门铰链22以转动方式支撑。转动侧门21,从而选择地打开及关闭车身11中所形成的用于上车及下车的开口(未示出)。
[0017]各侧门21包括门外板23和门内板24,门外板23和门内板24分别形成侧门21于车辆宽度方向的外侧部分和内侧部分。在门外板23和门内板24中除上部之外的边缘处,使门外板23和门内板24结合在一起。在各门内板24下端于前后方向的数个位置处,形成通孔25。
[0018]参见图2,竖向延伸的门缝密封条31安装于门内板24的前端。门缝密封条31用以密封防护板15 (其为车身11的组件)与门外板23之间的空间,并且包括基底部32和密封唇33。基底部32使用硬质塑料如聚丙烯(PP)通过注射成型形成为板状形状。密封唇33使用比形成基底部32的塑料软的塑料如热塑性烯烃(TPO)形成。密封唇33与基底部32 一体方式形成,并且密封唇33从基底部32的前端部向外向前延伸。密封唇33通过嵌件成型形成为这种形状,嵌件成型中例如将基底部32布置在模具中作为嵌件,然后,将TPO注入模具作为模塑材料。
[0019]门缝密封条31布置成,使得基底部32从内侧与门内板24重叠。卡子34安装于基底部32于竖向的数个部分处,利用卡子34将门缝密封条31固定于门内板24。关闭侧门21时,密封唇33接触防护板15,并因此弹性方式变形,从而终压贴防护板15。由此密封防护板15与门外板23之间的空间。
[0020]参见图3,门槛板12构成车身11中在关闭侧门21时面对侧门21下端部的部分。门槛板12包括门槛外板部13和门槛内板部14,门槛外板部13和门槛内板部14分别构成门槛板12于车辆宽度方向的外侧部分和内侧部分。在门槛外板部13和门槛内板部14的上缘以及下缘处,使门槛外板部13和门槛内板部14结合在一起。
[0021]如图3至图5中所示,门槛密封条51安装于门内板24的下端部,以在关闭侧门21时密封门内板24与门槛外板部13之间的空间。
[0022]具体而言,朝车辆内部凸出的安装基部35与各门缝密封条31的基底部32的下端一体方式形成。安装基部35包括平的斜壁部36、平的底壁部37、以及一对平的相对壁部39。斜壁部36倾斜成,使得斜壁部36在向下方向上从基底部32越来越向内分隔开。底壁部37从斜壁部36的下端向外延伸。相对壁部39从前方和后方封闭由斜壁部36和底壁部37所形成的空间。底壁部37的下表面成形为平坦的,以形成接纳表面37a,门槛密封条本体52的前端安装于该接纳表面37a。底壁部37具有于竖向延伸贯穿底壁部37的孔38。平的辅助壁部41从安装基部35的接纳表面37a的外缘向下延伸。
[0023]门槛密封条51包括:门槛密封条本体52,其具有长条形状;以及卡子57和*二卡子58,其安装于门槛密封条本体52的数个位置处。通过按预定尺寸将中空挤出物(其通过挤出成型形成)切成区段,形成门槛密封条本体52。门槛密封条本体52包括上片53和一对侧片54、55。上片53于车辆宽度方向沿底壁部37延伸。侧片54、55从上片53的车辆宽度方向处于相反位置的侧缘大体向下延伸,并且在下缘处结合到一起。上片53与侧片54,55形成为门槛密封条本体52,使得门槛密封条本体52具有大致三角形截面。上片53前端的平坦上表面构成安装表面53a。门槛密封条本体52的处于相反位置的纵向端52a以未经机械加工(包括后整形或修整)的状态使用,因此,该处于相反位置的纵向端52a维持处于通过上述切割带来的开口状态。
[0024]从门槛密封条本体52的内侧向上,将卡子57安装于上片53的前端,并且从中穿过。将*二卡子58安装于门槛密封条本体52的上片53中向后与卡子57分隔开的对应部分,并且从中穿过。*二卡子58从门槛密封条本体52内侧向上凸出。
[0025]安装表面53a (其位于上片53前端的上表面上)的大致整个部分保持与接纳表面37a(其沿着安装基部35的下表面)处于接触的状态下,使卡子57从下方穿过孔38。在此状态下,辅助壁部41位于侧片54前端的外侧,并且在其附近。
[0026]上片53中从卡子57向后隔开的部分保持与门内板24处于接触。在此状态下,将*二卡子58从下方穿过通孔25。
[0027]下面,说明如上述构造的所示实施例的操作。
[0028]通过(i)固定,将上片53的前端固定于安装基部35,以及(ii)*二固定,将上片53固定于门内板24,从而将门槛密封条51安装于侧门21。
[0029]为了执行固定,将安装表面53a(其于上片53的前端形成为平坦的)的大致整个部分保持与接纳表面37a(其沿安装基部35的下表面形成为平坦的)处于面接触。在此状态下,将卡子57穿过孔38,以将上片53的前端从下方固定于安装基部35。以这种方式,经由门缝密封条31,将门槛密封条本体52的前端安装于侧门21。
[0030]如已经描述的,由卡子57进行固定的安装表面53a和接纳表面37a都是平坦的,因此在相对较大表面区域上保持处于互相接触。此外,安装基部35由硬质塑料形成,并因此呈现提高的刚性。结果,即使承受外力时,上片53中固定于安装基部35的前端也不易变形。
[0031]在*二固定处,上片53保持与门内板24处于接触。在此状态下,将*二卡子58从下方穿过通孔25,以将上片53固定于门内板24。以这种方式,在维持与门内板24处于接触的状态下,将上片53固定于门内板24,该门内板24具有提高的刚性。结果,即使承受外力时,上片53也不易变形。
[0032]关闭侧门21时,门槛密封条本体52在侧片55 (其为内侧片)处与门槛外板部13

原则上讲,当然可以放弃这种统一的导向轴并且替代这种导向轴在机床控制参数中给出根据具体情况作为导向轴加以采用的轴。提出这样一种方案可以使机床控制参数实现一定程度的统一。但此点仍不能令人满意,这是因为随后在在更换机床类型情况下,当所述机床不具有选用的导向轴时,不仅产生提出针对导向轴新的机床控制参数的问题,而且由于上述其它轴对导向轴的依赖关系同时还需要为所有其它取决于导向轴的轴生成新的机床控制参数。如果与此相反,不存在作为导向轴的另外一个轴,则可以尝试以如下方式在工件上实现其定位结果,即对另外的在新的机床类型上存在的其它轴通过机床控制参数进行相应控制,其中其余的轴的相应的机床控制参数保持不变。
这样可以用利用工件在水平向上的旋转实现工件和工具的相对摆动的摆动轴取代利用工具轴在垂直向上的旋转实现工件和工具相对摆动的不存在的可定位的摆动轴,同时并不涉及夹头的用于对在工件夹具上的工件进行旋转的径向进给轴或可定位的旋转轴的机床控制参数。
然而对此的前提是,为所有加以考虑的机床类型的总体控制方案必须可以提出一个统一的导向轴。此点在成形磨床上是行不通的,这是因为如上所述,与根据滚切方法工作的机床不同,不存在原则上一直必要的可以作为导向移动的滚切移动。
因此,本发明的目的在于提出一种用于制造具有螺旋壳面的工件的机床的计算机控制系统,其中可以实现对具有不同的可控轴的不同的机床类型的相应的机床控制参数的应用,从而在更换有待控制的机床时(在几何尺寸允许范围内)新形成的用于对轴进行控制的机床控制参数影尽可能少。
在相同的高度下,轻型槽钢比普通槽钢的腿窄、腰薄、重量轻。18 -40 号为大型槽钢,5 -16 号槽钢为中型槽钢。进口槽钢标明实际规格尺寸及相关标准。槽钢的进出口定货一般是在确定相应的碳结钢(或低合金钢)钢号后,以使用中所要求的规格为主。除了规格号以外,槽钢没有特定的成分和性能系列。
槽钢的交货长度分定尺、倍尺二种,并在相应的标准中规定允差值。国产槽钢的长度选择范围根据规格号不同分为5 -12m 、5 -19m 、6 -19m 三种。进口槽钢的长度选择范围一般为6 -15m 。
某钢厂中400机组是以生产中号角钢和槽钢为主的型材机组,年产量65万吨,其中槽钢产品规格为638~1208,产量约占总产量的25%。成品槽钢的分段作业采用1台400t冷剪机进行。槽钢剪切质量对后续工艺,特别是焊接质量影响较大,若剪切断口处存在塌肩、毛刺、撕裂、切斜等缺陷,则会使槽钢对接时存在较大缝隙,影响焊接质量,特别是强度指标,从而造成较大的安全隐患。
安钢垂400机组随生产节奏和产量的提高,上述剪切缺陷越来越**,剪切质量内控达标率仅为94.2%。而且剪刃的使用寿命越来越短,平均每班更换一次,造成生产成本和职工劳动强度增加。针对这些问题,从工艺、技术和操作上进行了认真分析,并提出了相应改进措施,取得了较好效果。


