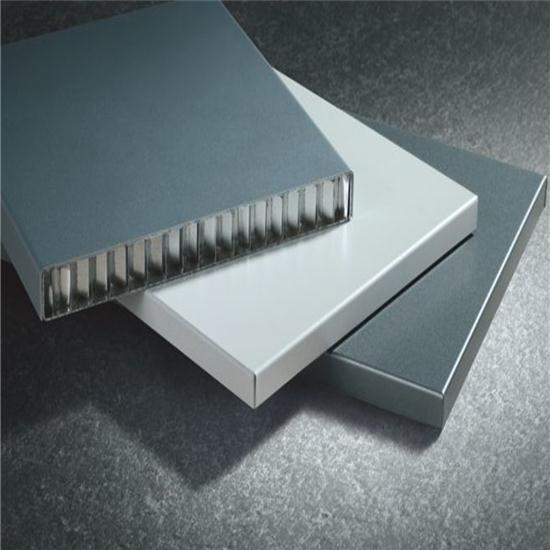
石家庄铝蜂窝板厂家 铝钢蜂窝板图片
价格:88.00起
产品规格:
产品数量:
包装说明:
关 键 词:石家庄铝蜂窝板厂家
行 业:钢铁 有色金属 铝合金
发布时间:2021-01-19
铝蜂窝板选择要求
铝蜂窝板装饰面板的材质一般选用3003、5005等牌号,合金成份低的1100板材较少采用。装饰面采用喷涂或辊涂形式,涂层为聚酯或氟碳漆,外墙板选用喷涂板,并且要求三涂以上,漆层厚度≥40μm,这样才能保证涂层的耐久性。铝板在涂漆前需经过严格的表面阳极化处理,以保证足够的涂层附着力和与蜂窝芯的粘接强度,面板涂层应满足国家规范YS/T429.2-2000的要求。
铝蜂窝板制造工艺
铝蜂窝板产品均选用统一标准的预辊涂高等级铝合金卷材,结合多种生产工艺精制而成。
铝蜂窝板涂层技术
(1)采用独创的涂层烘烤技术,确保涂层的附着力以及色彩均匀性和饱和度。
(2)可根据要求提供需要的颜色,还可以提供各种特殊涂层。
铝蜂窝板成型技术
(1)通过系列模具逐步成型,充分释放板材内部的应力。
(2)保护面板表面的涂层不受损伤,更为耐用。整个生产流程保证板材加工尺寸的高精度。
(3)连续的热复合生产工艺高效快捷。
蜂窝复合技术
(1)源自现代航空的科技成果,重量更轻,但板材的强度更高。
(2)利用高温复合和面板热压技术,确保板材的整体性、强度和平整度。
铝蜂窝板生产工艺的影响
采用热压机生产铝蜂窝板,由于热压机压力较大,较难控制,为防止压塌铝蜂窝芯,常常放置垫块。如果垫块高了,会影响施加的压力,导致粘接强度低。如采用平面热复合机,由于压力是由弹力提供,可以通过调节高度来控制所施加的压力,因此,采用这种工艺生产的铝蜂窝板的粘接强度较高,而且很稳定。
特点:
1、 中心为铝质六边形蜂窝,密度小(每平方米大约为3~7公斤),是同厚度同面积木板重量的1/5,玻璃的1/6、铝材的1/7,大大降低建筑载荷和造价,
2、 由于中间夹层含大量空气,可隔音(空气隔声量可达30dB)、隔热(热阻可达0.02(㎡?K/W)),无质,防火等级达到B1级,防水、防潮、无有害气体释放,单位质量的比强度大、比刚度高(结构刚度为肋式的1.7倍),不易变形,
3、 完全克服了其它装饰板在单块面积大时的变形、中间塌陷等缺点加工应用方便,可任意切割折边,表面氟碳涂层可保产品寿命在30年以上,
4、 铝蜂窝板表面具有极高的平整度,抗震性能好,仅为玻璃幕墙比重的八分之一;22mm厚标准件在1米简支、挠度为10mm时荷载可达到700公斤力以上。
5、 表面经耐腐蚀力极强的氟碳树脂处理后,使之可广泛应用于大厦的惟幕墙、屋顶、大型门面招牌及内墙等的装饰。铝蜂窝板正面铝板采用符合E. C. C. A.质量标准的PVDF氟碳烤漆,分为普通色和金属色。因此表面同样具有优异的耐候性能。
铝蜂窝板生产流程
在铝蜂窝板的加工复合过程中,按照已有文字资料、图纸进行钣金加工和铝蜂窝板加工复合细化设计,有以下几个步骤:
a.把不正规的手画图全部改为AUTO CAD画图。
b.对没有进行铝蜂窝板板块编号的图纸,要统一编号。对已编号的图号进一步编号:后缀+A代表面板;后缀+B代表底板;后缀+C代表铝蜂窝芯;依次类推。
c.对需要钣金加工的铝板或其他材料面底板,要认真测量出折弯系数,并建档。
d.编写目录,计算单件面积和总面积等等。
e.对要钣金加工的板块,要根据折弯系数画出钣金展开图,并表明尺寸。在图上未标明内外面的,落实后再画展开图。一般情况下,展开图上的主视图朝人的一面为内表面(通常无涂层表面),其他情况要特殊注明。
f.编写钣金加工说明书,写明加工流程,公差要求、注意事项、加工要点等等。
g.编写钣金加工下料表,字体要大。纹理方向顺长度方向表示为“↑”;纹理方向顺宽度方向表示“→”。
h. 对需进行数控下料和数控开展开料的,要进行计算机编程,并存入U盘和其他技术资料一起交车间主任签收。
i.编写铝蜂窝板加工说明书,写明加工流程,铝蜂窝芯要求、胶粘材料要求和施工工艺、异型件模具图、铝蜂窝板施工工艺、如何后续加工等。
j.提供辅件图纸、安装图纸和安装要求。
k.校对其他人员编写的技术文件。
l. 对完成的图纸和技术文件存档。
m.现场指导解决铝蜂窝板安装等疑难问题。
n.解答铝蜂窝板加工问题。
铝蜂窝板安装方法
1.吊耳式
此安装方法是吊耳和蜂窝板分离式,吊耳单独加工后连接与蜂窝板的胶缝位置,胶缝适宜宽度为≥12mm,此安装方法使加工简单,安装方便。
2.翻边式
此安装方式是加工铝蜂窝板时即加工有安装用翻边,安装只需安慰置连接与龙骨及胶缝处即可,适宜胶缝宽度为≥10mm,此方法安装方便,但加工稍复杂,不适用于造型幕墙板。
3.扣条式
此节点为铝扣条式,扣条为特定型材,安装简单,但此方法对板材加工精度要求较高,不建议使用于长度大于3000mm以上的板材。根据扣条的宽度,板材中缝有20mm和40mm等。
铝蜂窝板立挺安装
1、连结角码加防腐胶型加方垫片、加弹簧垫圈、加对穿螺栓与龙骨手拧固定。
2、将龙骨上口对接标识位置,点焊角码临时固定。
3、用2米靠尺较正龙骨的垂直误差为±2毫米,至三维调正为止。
4、复核直径,按放线方法进行较对。
5、满焊角码与埋件接触位,要求焊高6-8毫米,线条流畅,不允许有气泡和夹渣。
6、去渣除锈、二遍防锈漆涂层。
铝蜂窝板横梁安装
1、按施工图纸分格划出横梁位置轴线。
2、将角码按标识线位焊接固定。
3、把横梁放置于两角码间,微调至进出位与立挺表面平。
4、较正水平度与进出位置。
5、满焊。
6、去渣除锈二遍防锈漆涂层。