

价格:25000.00起
0
联系人:
电话:
地址:
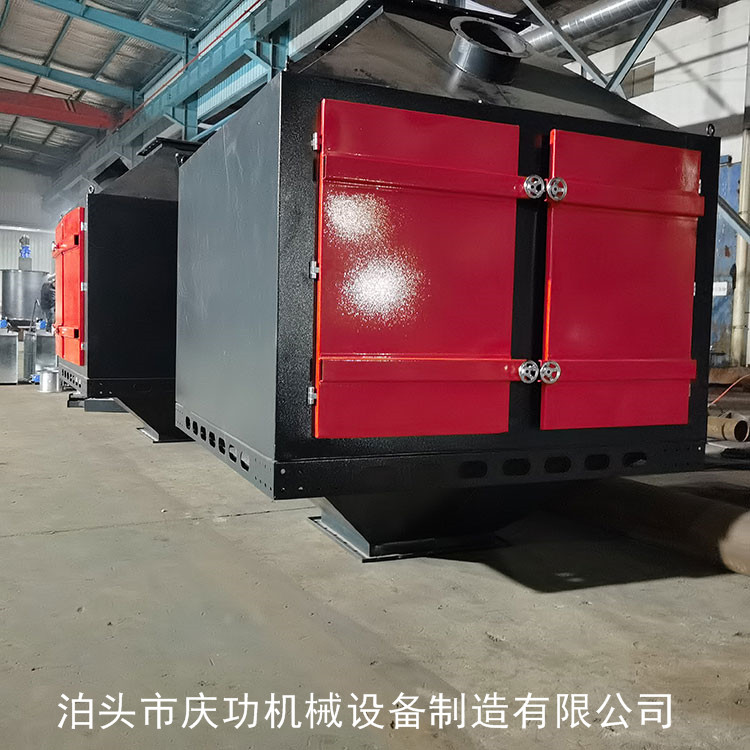
催化燃烧设备的清理效果怎么样?催化燃烧设备的催化反应利用纳米技术专业知识,将各种氢氧化物、活性炭和粘合剂制成复合光催化剂。该复合光催化剂的制备方法简单,具有操作规模广、光特异性高、响应速度快等特点。分光计。有效去除恶臭:可有效去除挥发性有机化合物、无机物、硫化氢、氨、硫醇等主要污染物,各种恶臭和除臭能力达99%以上。无论是否需要添加:通过该设备只需设置相应的排气管和排气动力,即可对恶臭气体进行除臭、区分和净化,无需添加任何物质参与化学反应。适应性强:可用于高浓度、大气体积和不同恶臭气体物质的除臭和净化,24小时连续运行,运行稳定可靠。运行成本低,能耗仅为每1000立方米/小时0.1度左右的电磁能,机械设备的空气阻力极低<<30pa,可节约大量排气系统驱动力的能耗。该设备占地面积小,功能稳定,使用寿命长。无二次污染,同时达到高效消毒杀菌效果。催化燃烧涉及哪些技术特点?1、起燃温度低,节省能源有机废气催化燃烧与直接燃烧相比,具有起燃温度低、能耗低的显著特点。催化燃烧达到起燃温度后便无需外界供热。2、适用范围广催化燃烧几乎可以处理所有的烃类有机废气及恶臭气体。对于有机化工、涂料、绝缘材料等行业排放的低浓度、多成分、无回收价值的废气,采用吸附-催化燃烧法的处理效果更好。3、该工艺采用吸附-脱附-催化燃烧组合工艺。整个系统实现了净化过程闭环操作,有机物废气净化率一般都在95%以上,终产物为无害的CO2和H2O(其他原子有机化合物还有其他燃烧产物),且由于燃烧温度低,能大量减少NOX的生成。处理彻底,无二次污染。4、该系统组合紧凑,充分利用热源,节省设备投资和操作费用。首先在催化燃烧阶段不需要外加热源就可以分解为水和二氧化碳。其次该工艺设备在运行过程中限度地利用了有机废气中有机成分的热值。催化燃烧废气处理设备应用范围?1. 苯、醇、酮、醛、酯、酚、醚、烷等混合有机废气处理。2. 适用于化工、塑料、橡胶、制药、印刷、农药、制鞋等行业的有机废气净化。催化燃烧装置(RCO):首先通过除尘阻火系统,然后进入换热器,再送到加热室,使气体达到燃烧反应温度,再通过催化床的作用,使有机废气分解成二氧化碳和水,再进入换热器与低温气体进行热交换,使进入的气体温度升高达到反应温度。如达不到反应温度,加热系统通过自控系统实现补偿加热,利用催化剂做中间体,使有机气体在较低的温度下,变成无害的水和二氧化碳气体。RCO催化燃烧废气处理设备性能特点:操作方便,设备工作时,实现自动控制,安全可靠。设备启动,仅需15~30分钟升温至起燃温度,能耗低。采用当今先进的贵金属钯、铂浸渍的蜂窝状陶瓷载体催化剂,比表面积大,阻力小,净化率高;余热可返回烘道,降低原烘道中消耗功率;也可作其它方面的热源;使用寿命长,催化剂一般两年更换,并且载体可再生。应用领域:催化燃烧处理广泛用于石油、化工、橡胶、涂装、印刷等行业车间里挥发出的有害有机废气净化处理中,苯类,醇类,醚类等有机废气均能净化。该装置系统设计完整,附属设备配套齐全,净化效率高,自动化程度高。它能有效地净化车间环境、消除污染、改善劳动操作条件,确保工人身体健康,并能解决二次污染。适用于低浓度(50~1000ppm)且回收经济价值不大,不宜采用吸附回收处理的有机废气,尤其对大风量的处理场合,均可获得满意的经济效益和社会效益。催化燃烧设备优点:1.实际操作花费低,在工业废气达到一定浓度值时,净化设备中的加热室不需完成加温,节约了费用;2.不形成二次空气污染物;3.自动操控、使用管理方法便捷;4.因为是无火焰焚烧,因此安全系数好,净化效率高达90%以上,非常适宜解决持续排放的气体;5.对有机废气处理形成的热量做好了再利用,节省耗能;高效率的热量利用率,热回收效率达95%以上。





