

价格:25000.00起
0
联系人:
电话:
地址:
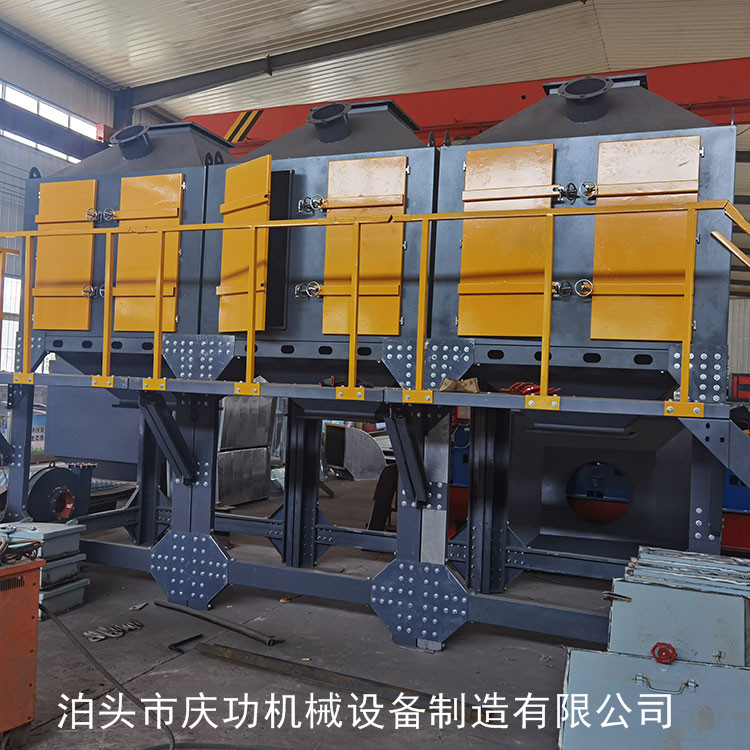
RCO催化燃烧的过程:根据废气预热和收集的方式,RCO催化燃烧过程可分为3种类型,它们分别是:(1)预热,预热是RCO催化燃烧的基本流动形式,有机废气温度低于100℃,浓度较低,热量不能自给自足。所以需要在进入反应器前预热室加热温度,在燃烧和净化之后,在热交换器中将气体与未经处理的废气交换以回收部分热量,这个过程通常通过气体或电加热到催化反应所需的点火温度。(2)自热平衡,当有机废气温度高于点火温度(约300℃),有机物含量高时。回收部分净化气体的换热器产生的热量可在正常运行时保持热平衡,无需补充热量,通常只需在催化反应器中安装电加热器即可点火。(3)吸附催化燃烧,当大的有机废气流量、低浓度、低温度,使用催化燃烧需要大量的燃料消耗,可以使有机废气吸附在吸附剂上的吸附浓度,然后通过热空气吹扫,使有机废物气体剥离高浓度有机废气(可以集中超过10倍),然后催化燃烧。此时,无需添加热源,就可以保持正常运行。催化燃烧设备是如何对废气进行处理的?催化燃烧设备设计原理先进、用材独特、性能稳定、操作简便、节能省力、安全可靠、无二次污染,运行成本低。脱附时间和脱附周期可根据使用情况而定,一般一个炭箱脱附时间5-10小时,周期为10-15天脱附一次。吸附有机物废气的活性碳床,可用催化燃烧后的废气进行脱附再生,脱附后的气体再送入催化燃烧室进行净化,无需外加能量,运转费用低,节能效果显著。催化燃烧室采用陶瓷蜂窝体的贵金属催化剂,阻力小、活性高,当有机蒸汽浓度达到2000PPM以上时,可维持自燃,全自动控制,操作简易,维护方便。该吸附浓缩---蓄热式催化燃烧设备(CO)是由3-7个单元吸附器组成,可同时进行吸附操作也可独立进行吸附操作,把大风量、低浓度的有机废气浓缩成小流量、高浓度的有机废气。浓缩后的高浓度气体连接到蓄热式催化燃烧设备进行氧化处理(高温吹脱燃烧)即吸附材料活性炭的再生,恢复其吸附性,再生操作不可同时进行,同一时间只能单个吸附器进行脱附操作。该处理工艺可广泛用于石油、化工、橡胶、油漆、涂装、家具、家电、印刷等行业中产生的低浓度有机废气的净化处理,可处理的有机物质种类包括苯类、酮类、醇类、醚类和烷烃类等。车间排放的喷漆废气由风机抽动经风管引出后经过预处理后,初步净化后的气体进入活性炭吸附器,气体有机物被活性炭吸附,气体得到净化,净化后的气体由烟囱排出。本工艺中,吸附器3-7个,其中1个吸附器进行脱附,其余吸附器进行吸附。根据需要开启,可实现吸附过程的持续工作,饱和后的吸附器,通过气动阀门切换到脱附状态,启动催化床内的电加热和脱附风机,脱附出来的高浓度有机废气送入催化燃烧设备,在电加热和催化剂的作用下,气体中的有机物质分解成CO2和H2O,气体得到净化。净化后的气体经蓄热体回收部分热量后排出,一部分回至CO内的换热器提升温度后与新鲜空气混合至需要的再生温度,用于脱附活性炭使用,另一部分直接排入烟囱排出。本系统采用PLC自动控制,监测、控制设备的运行。催化燃烧环保装置的工作原理主要包括三个部分:吸附气法、解析气法和催化燃烧法。1、吸附气法利用活性炭的物理特性吸附VOC有机废气,蜂窝活性炭比表面积大,吸附能力强。有机废气被吸附到活性炭的微孔中,使气体得到净化,净化后的气体通过风机排出;2、在解吸气体过程中,当活性炭的微孔吸附饱和后,就不能再被吸附。此时利用催化床产生的高温热风解吸活性炭,活性炭微孔中的有机物遇高温后自动与活性炭分离,使活性炭再生;3、解吸后的有机物被浓缩(浓度比原来高几十倍),送入催化燃烧室进行催化燃烧。在250~300℃的催化剂上进行催化氧化,使其转化为无害的CO2和H2O并排放。当有机废气浓度达到2000ppm以上时,有机废气可在催化床内保持自燃,不需额外加热,燃烧后的尾气部分直接排入大气,大部分的热空气被回收到吸附床上进行活性炭的解析和再生。再生后的活性炭可用于下一次吸附。该设备可在两个气路下连续工作。当工作量较大时,设置两个吸附床交替使用。建立了催化燃烧室。首先,有机废气被其中一个活性炭吸附床吸附。当活性炭接近饱和时,吸附床两端关闭的阀门同时关闭,即停止吸附工作,另一吸附床自动开启,开始接管吸附工作。这样,两个吸附床的切换操作可以实现大工作量的连续工作。催化燃烧装置系统组成及控制?1、催化燃烧系统主要由催化燃烧床(由电加热室、催化室和热交换器组成)、阻火器、温度探测器和相应的电动阀门、保温管道组成。主要功能是利用催化燃烧床中电加热器来加热生产线产生的废气,使其中的有机废气在催化剂的作用下于280-300℃左右转化为CO2和H2O并释放出大量热量。热量通过热交换器对热量再利用。2、控制系统主要由PLC电控柜、温度显示仪表、电动阀门执行器及面板模拟流程图等组成,功能是:控制工作过程中管道中有关阀门的开关。按工艺条件的要求,控制电加热器启动和停止,控制和指示催化床加热温度、反应温度、气流进口温度和气流出口温度。设备运行过程中异常情况的报警和自动停机。与总控制系统互给信号,实现互动连接。





