

价格:10.00起
0
联系人:
电话:
地址:
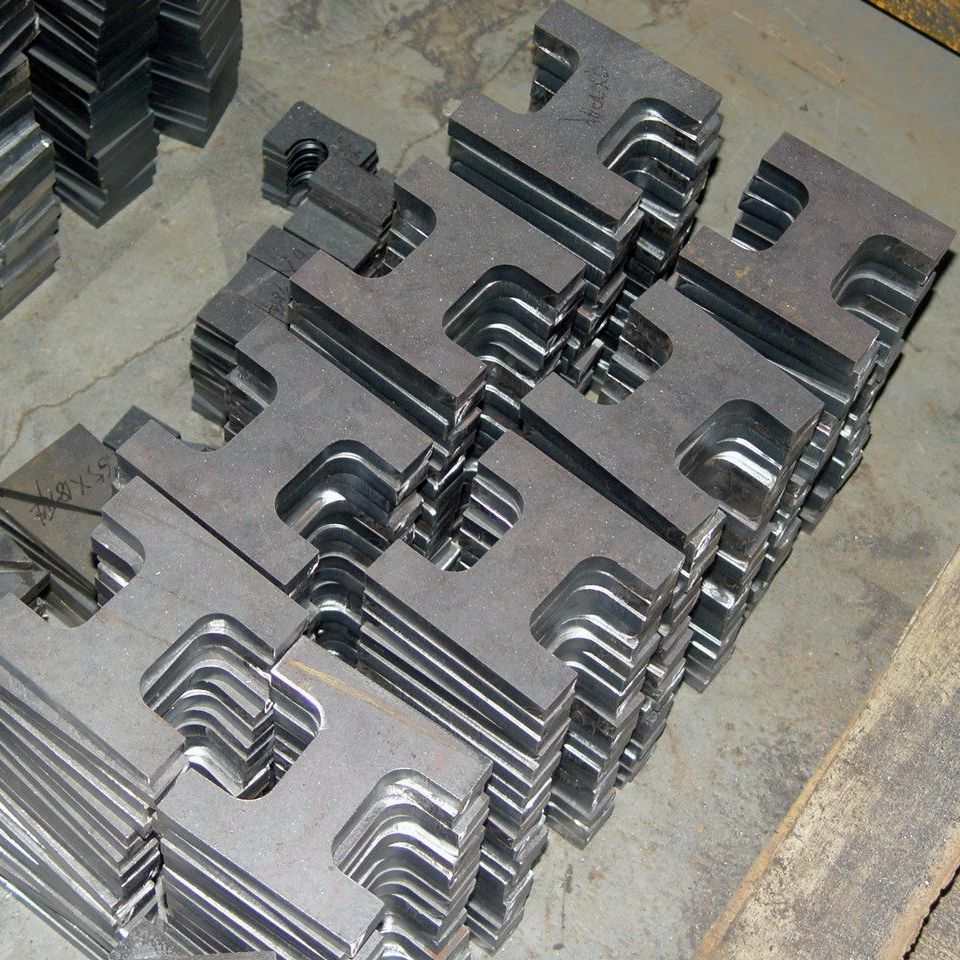
圆度变化在激光加工中加工孔切割面产生坡度是无法避免的,下面直径比背面直径大,一般都估背面稍小一侧的圆度。缺陷产生的位置如果在加工平台的特定位置,集中出现穿孔缺陷,那是因为激光光轴和喷嘴中心偏离。这需要调整光路偏离。如果穿孔位置过于集中或者是在切割线路的附近进行穿孔,由于加工位置温度过高,也会造成穿孔缺陷。将厚12.Omm的SS400板件作为被加工物,材料温度从常温变化到200℃,调查与加工缺陷之间关系的结果。数据是表示在各温度条件下进行50次穿孔,穿孔缺陷和切割缺陷的发生比例。温度越高,缺陷的发生率就越大。因此有必要研究加工顺序,改善程序尽量沿着尚未过热的线路进行穿孔和切割。适当的穿孔条件被加工物的厚度越厚,穿孔时间在整体加工时间中所占的比例就会增加,对缩短穿孔时间的要求就会提高。对穿孔时间缩短有效的加工条件参数是脉冲峰值输出功率和脉冲波形及平均输出功率。激光穿孔穿孔的难度在切割的开始部位加工开始加工所需要的孔称做穿孔。板越厚,穿孔就越不稳定。可以说,板厚大于12.0 mm的厚板切割中,发生加工不良现象的70%起因于穿孔不好。为了实施稳定的穿孔,在这里对穿孔的加工特性进行说明。发生穿孔不良的时间随着加工时间的推移,加工不良的发生次数只见增加不见减少时,其原因可能是发振器故障引起的输出功率变动。如果增加冷却时间就能恢复的话,其原因可能是光学部件热透镜的作用引起的。这种情况下就需要维修光学部件,并与供应商联系。激光技术是涉及到光、机、电、材料及检测等多门学科的一门综合技术,传统上看,它的研究范围一般可分为: 1.激光加工系统。包括激光器、导光系统、加工机床、控制系统及检测系统。 2.激光加工工艺。包括切割、焊接、表面处理、打孔、打标、划线、微调等各种加工工艺。 3.激光焊接:汽车车身厚薄板、汽车零件、锂电池、心脏起搏器、密封继电器等密封器件以及各种不允许焊接污染和变形的器件。使用的激光器有YAG激光器,CO2激光器和半导体泵浦激光器。




