

价格:218000.00起
东莞市捷海纳数控设备有限公司
联系人:郑先生
电话:13502853586
地址:广东省东莞市大岭山镇广东省东莞市大岭山镇白泥山西路55号1号楼101室
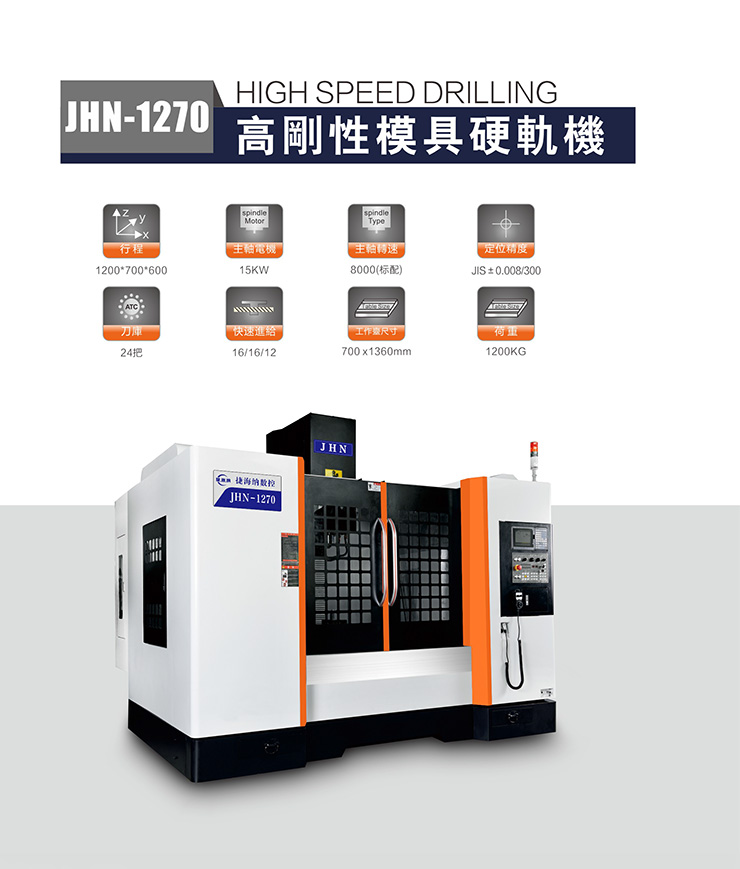
一、 产品简介与用途该产品为X、Y、Z三轴伺服直联控制半闭环立式加工中心,三轴均为钢球滚动直线导轨,导轨负载大、跨距宽、精度高, 三轴为35MM直线导轨,结构及外形尺寸紧凑合理,主轴为伺服电机通过同步带驱动,能够实现对各种盘类、板类、壳体、凸轮、模具等复杂零件一次装夹,可完成钻、铣、镗、扩、铰、刚性攻丝等多种工序加工,适合于多品种、中小批量产品的生产,能满足对复杂、高精度零件的加工。可配*四旋转轴,以满足特殊零件的加工要求。二、 主要结构特点1、 底座、滑座、工作台、立柱、主轴箱等主要基础件采用优质铸铁且为箱体式结构,紧凑而合理的对称式筋结构保证了基础件的高刚性和抗弯减震性能;A型桥跨式立柱及内部网格状筋,有力保证了Z轴强力切削时的刚性及精度;基础件采用树脂砂造型并经过时效处理,为机床长期使用性能的稳定性提供了**。2、 X、Y、Z向导轨均为闽台HIWIN公司的直线滚珠导轨,具有速度快、高刚性、低摩擦、低噪音、低温升变化等特性,配合自动强制润滑,提高机床精度寿命;3、 Z向标准配置采用无配重结构,可实现高速快移;Z向驱动电机具有失电制动装置;(可选配加配重块平衡,保证主轴箱运动顺畅、稳定);4、 X、Y、Z三个方向进给采用高精度高强度的内循环预压大导程滚珠丝杠,进给速度高;驱动电机通过弹性联轴器与丝杠直联,进给伺服电机直接将动力传递给高精度滚珠丝杠,无背隙,保证机床的定位精度和同步;5、 采用高速、高精度、高刚性主轴单元,轴向和径向承载能力强,高转速可达10000rpm;6、 主轴采用中心吹气结构,在主轴松刀时迅速用中心高压气体对主轴内锥进行清洁, 保证刀具夹持的精度和寿命;7、 X、Y、Z三个方向导轨、丝杠都采用防护装置,保证丝杠及导轨的清洁,确保机床的传动及运动精度和寿命;8、 机床外防护采用全防护结构设计,操作方便、安全可靠,美观大方;9、 采用可靠的集中自动润滑装置,定时、定量对机床各润滑点自动间歇式润滑,可依据工作状况调节润滑时间;10、 采用闽台专业厂家生产的16把斗笠刀库(标配),换刀准确,时间短,效率高,经百万次运转测试,符合可靠性要求;带有阻尼结构,能减少运动时的冲击,保证刀库的使用寿命;气动驱动,使用方便,短路径换刀;11、 采用油水分离装置,可把收集来的大部分润滑油从冷却液中分离出来,防止冷却液的快速恶化,利于环保;12、 机床操作系统采用人体工程学原理,操作箱独立设计,可自身旋转,操作方便。数控加工中心线轨与硬轨的区别数控加工中心 所谓的硬轨就是指硬轨,而直线轨就是直线轨。硬轨是指导轨和床身是铸造零件之一,然后在铸造导轨的基础上加工而成。也就是说,导轨的形状铸在床身上,然后经过导数控加工中心所谓的硬轨就是指硬轨,而直线轨就是直线轨。硬轨是指导轨和床身是铸造零件之一,然后在铸造导轨的基础上加工而成。也就是说,导轨的形状铸在床身上,然后经过导轨的淬火和磨削加工,也有床身和导轨不一定是一体的,如钢导轨,加工后钉在床身上。直线导轨通常是指滚轨,通常用于机床工业中使用的线性模组中。我们通常将这些组件称为“线性rails”。直线导轨本身分为滑轨和滑块两部分。滑块内部有滚珠或滚轮循环,滑块长度可定制。两者的主要区别在于硬导轨能承受较大的切削力,主要用于1.3米以上的机床。这类机床主要用于模具加工,但缺点是导轨不能走得太快。直线导轨切削力相对较小,但导轨运动速度较快。目前,攻击钻机的Z轴运动速度一般在60M左右。这种导轨主要用于一些相对较小的机床。在使用寿命方面,直线导轨比硬导轨高得多。硬轨和线轨各有优缺点,所以没有更好的,只有适合企业生产的。硬轨滑动接触面大、刚性好、抗震能力强、承载能力强,适用于重载切削。由于导轨接触面积大,机床运行更加平稳,适用于对振动要求较高的机床,如磨床。硬轨道属于干摩擦。由于接触面大,摩擦阻力也大,移动速度不能太快。同时,容易产生爬行现象,运动表面间隙的存在会导致加工误差。机床轨道的维护是重中之重。一旦轨道没有完全润滑,它将导致轨道燃烧或磨损过渡。这些都是对机床精度的致命伤害。因此,从整体上看,硬轨的应用适用于重切削、大模具、高硬度工件以及要求一般精度的工件。线轨装配简单,只需稍加培训就能完成高质量的装配。钢轨的切削力比硬轨的切削力小。目前,许多大型工厂的轨道通过一些结构设计,大大提高了其承载能力。当然,与硬轨的承载能力相比,它还是相对较小的。少。该钢轨适用于高速机床使用,可高速切割,适用于加工产品,模具精度小,运行速度快,加工精度高,维修费用低,寿命大于硬轨是其优点。轨道不完善,不像硬轨道那样稳定、刚性强,对运输和加工环境的要求较高。在选择数控加工中心时,根据自身产品的需求和条件,选择自己的产品,使加工效果达到理想状态。系统、刀库可选配。价格以合同为准,需要线下洽谈。订购产品请联系全国营销热线:产品特性Product characteristics1、高速切削,低速无爬行:采用了高精度的线轨及丝杠,故机床具有更好的动态晌应性,可以实现离速切削,低诊无爬行。2、一次装卡能完成多道工序:一次裂卡能宪成铁、镗削、钻削、攻螺纹和用切削螺纹等工序。3、高刚性,低摩擦,低噪音:三抽导轨采用45号大线轨承载,高刚性,低摩擦,低噪音。应用领域application area广泛应用3C产品、汽配、五金、医疗器械等行业的广泛应用。三轴硬轨,大切削,高精度三轴硬轨立式加工中心机床运动坐标的导轨体均采用淬硬后磨削集共的铸铁导轨对聚四氟乙烯塑料贴面。其特点是:摩擦系数小,减震性好,低速无爬行,快速定位精度高,接触面大,承载能力强。机床主传动大多采用电机一同步齿形带一主轴的传动方式,使主轴获得较高的转速并大大降低了主轴箱的振动和噪音,更利于高速和高精度的加工。0三轴硬轨立式加工中心机床广泛适用于机械制造业、模具制造业及其它行业加工板件、盘类件、壳体及模具等复杂零件。工件在一次装夹后,可连续完成铣、钻、镗、铰等多种工序的加工。可单台使用,也可多台组成生产流水线加工零件。1、三轴硬轨加工中心T-850机身采用**大底座稳固,大跨距人字形立柱高刚性,高速移动切削不震动不变形;2、三轴导轨轨采用矩形硬轨,高刚性,可重切削,吸震好,寿命长,调整方便;3、大直径C3级丝杆,带预拉结构,消除部分热延伸,丝杆轴承采用注油润滑,延长轴承寿命;4、刀杯采用液压缸翻转刀杯,保证每次刀杯备刀都很到位;5、排屑采用双螺排,自动化,人性化;6、双层水箱过滤系统结构,为工件表面加工提供良好的切削液;7、刀库为选配,传统的气压打刀升级为液压打刀,保证每次打刀力的稳定,以免出现气压不稳定带来的拉刀现象,损害主轴。1、三轴硬轨加工中心T-850机台占地面积小,人性化设计,850和1050为后排屑设计,两侧自动螺排,减少人工清理时间。2、换刀速度2Sec,刀库容量24把,换刀装置再升级,使用高速液压打刀,达到稳快的效果。3、三轴伺服马达为3KW,惯量加大,可以获得更好的加速度和动态性能。4、主轴电机11KW,瞬时可达15KW,切削力大。5、标配皮带头8000r/min,选配10000r/min,切削效率高,皮带传动,避免电机过热,减少主轴热变形。6、选配直联头10000r/min,12000r/min或者15000r/min,带油冷机,提高加工精度及表面光洁度。7、主轴前端采用迷宫设计,带吹气方式,防止切削液进入主轴轴承。8、配备容积式及强制润滑油系统,保证全机各运动部件润滑良好。9、机床底座立柱皆由良好的铸铁铸造而成,再热处理,对称结构设计,降低机床扭曲变形,提高机床精度稳定度。10、选配皮带头主轴中心出水,切削液从刀具中心前端输出,确保深孔加工时排屑移除,提高加工速度,并延长刀具使用寿命。11、T-850三轴硬轨加工中心可选配BT40齿轮头主轴,分为高低两档,低挡时可输出500Nm的切削力,时,转速可达6000r/min,加工效率和精度高。12、系统标配FANUC Oi-F,选配三菱M80B。