价格:100.00起
0
联系人:
电话:
地址:
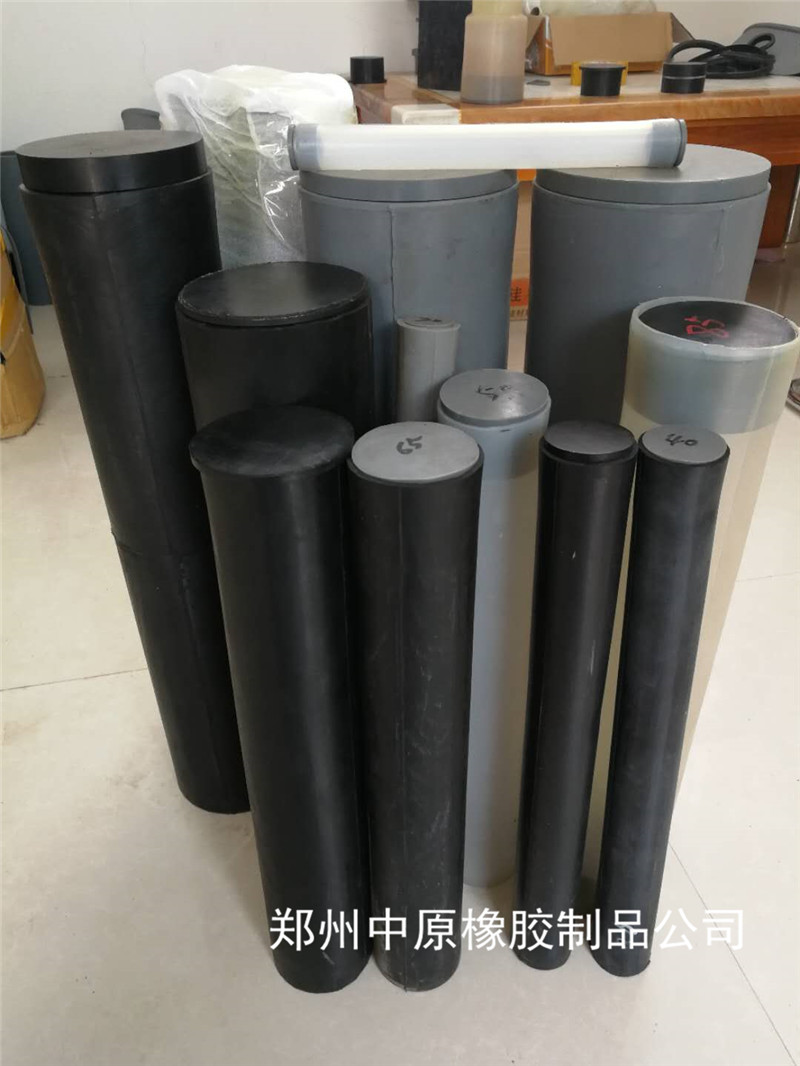
对于锻件或切割钢板要进行六面加工,除去表面黑皮,将外形尺寸加工到要求,磨削两平面及基准面,使坯料平行度和垂直度符合要求。直接应用标准模块,则坯料准备阶段不需要再作任何加工,是缩短制模周期的有效方法。粉末成型模具及成型方法,属于粉末冶金领域,其解决了现有粉末成型技术的坯料和产品有疏松,气孔和微观不均匀等问题.本发明的模具包括外套模和石墨套管;所述的石墨套管设置在所述的外套模的中部空腔内,所述的石墨套管的外壁与所述的外套模的内壁贴合;所述的石墨套管两端各设置有一密封帽;所述的石墨套管内,两个所述的密封帽之间形成一试样容腔;本发明的方法包括粉末制样封装,模具安装,循环压力成型等步骤;本发明能强化粉末成分的扩散,反应,促进成分和组织的均匀化和致密化,能够获得致密度很高产品和坯料;同时也充分利用和挖掘现有疲劳试验机设备的潜力和特点.展开项:1.一种粉末成型模具,其特征在于:包括外套模(1)和石墨套管(3);所述的石墨套管(3)设置在所述的外套模(1)的中部空腔内,所述的石墨套管(3)的外壁与所述的外套模(1)的内壁贴合;所述的石墨套管(3)两端各设置有一密封帽(2);所述的石墨套管(3)内、两个所述的密封帽(2)之间形成一试样容腔。粉末冶金成形是粉末冶金生产中的基本工序,目的是将松散的(金属,陶瓷,或其他材料)粉末在模具中通过压力制成具有预定几何形状、尺寸、密度和强度的半成品,然后通过脱模得到半成品毛坯。该半成品至少还需要经过后序的烧结工序才会变为成品。模压(钢模)成形是粉末冶金生产中采用广的成形方法。18世纪下半叶和19世纪上半叶,西班牙、和英国为制造铂制品,都曾采用了相似的粉末冶金工艺。当时索博列夫斯基(П.Г.Соболевсκий)使用的是钢模和螺旋压机。英国的沃拉斯顿(W.H.Wollaston)使用压力更大的拉杆式压机和纯度更高的铂粉,制得了几乎没有余孔隙的致密铂材。后来,模压成形方法逐渐完善,并用来制造各种形状的铜基含油轴承等产品。压制压力与压坯密度分布 在模压过程中压制压力主要消耗于以下两部分:①克服粉末颗粒之间的摩擦力(称为内摩擦力)和粉末颗粒的变形抗力;②克服粉末颗粒对模壁的摩擦力(称为外摩擦力)。由于外摩擦力的存在,模压成形的压坯密度分布实际上是不均匀的。例如单向压制时,离施压模冲头较近的部分密度较高,较远的部分密度较低。在双向压制时(实际是两个单向压制的组合),压坯沿压力平行方向的两端密度较高,中心部位较低。将润滑剂加入粉末中或涂于模壁上可改善压坯密度的不均匀性。包套挤压 热挤压能把热压和热塑性加工结合在一起,从而获得全致密的材料;但为了防止粉末或压坯氧化,需要将它们装入包套内进行热挤压。包套的材质必须满足下列要求:包套材料在挤压温度下的刚性应尽量接近被挤压粉末,不与粉末发生反应并可通过酸洗或机械加工的方法除掉。