

价格:280.00起
重庆金匠精密模具有限公司
联系人:孙志刚
电话:15025387227
地址:重庆市九龙坡区白市驿海龙工业园棉花街(林正机械内)
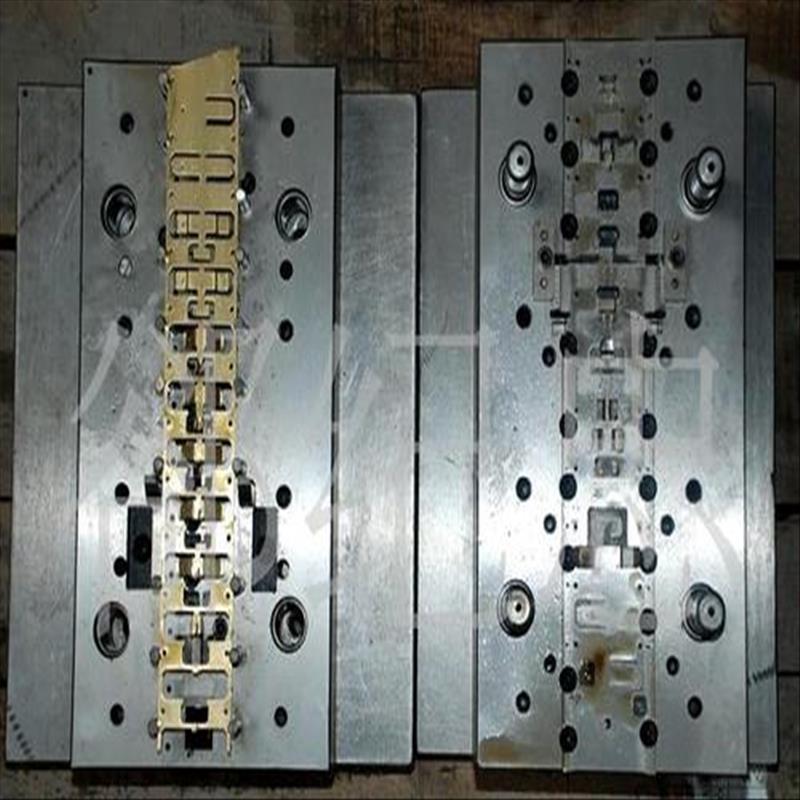
模具出现磨损。冲压模具在长期的使用中,出现了磨损或者配件松动,也会导致产品报废。有很多冲压厂,在安装好模具进行生产后根本不对模具进行日常的检测和维护,仅仅当毛刺比较大的时候才将模具拆下简单的修磨刀口了事。殊不知,模具的磨损不仅仅是刀口磨损,还有一些模具配件也会随着使用而出现磨损,这些配件磨损后,会对整个模具的精度产生影响。2,钢板原材料质量不过关。原材料是加工出合格冲压件的道保证,如果原材料硬度、表面等不符合质量要求,那么相应的冲压件废品率肯定会过高。尤其对于一些形变量比较大的冲压件,原材料如果不合格,就会出现开裂、破损等现象。所以,在采购原材料时,一定不能贪图便宜,一定要找信得过的正规材料商。3,工人操作不规范。工人在操作冲床时,没有按安装手册操作,或者送料出现错误。4,定位装置不准确。在送料过程中,模具定位装置不准确,会造成每个工序的配合出现问题,也会导致出现废品。5,冲压模具安装不合格。冲压模具安装不符合规范,导致在冲压加工时上模和下模不能良好的配合,造成废品率高。冲压模具是加工冲压件的根本,在保证模具没有问题的前提下,安装就非常重要了。不要觉得安装冲压模具很简单,哪怕微小的误差都可能导致生产出来的冲压件是废品。安装冲压模具时,上下模的同心度、间隙、平面度等等都起着至关重要的作用。由于每种冲压件需要的冲压模具是不一样的,所有,具体原因还有具体分析。当出现冲压件废品率过高时,不妨先从这五个方面找找原因。在生活中,我们常常都用着冲压件,我们知道冲压模具是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。下面,我们来看看冲压模具工作原理及导致废品率过高的原因。精密冲压厂一、冲压模的工作过程:落料冲裁模,其工作原理如下,直接或问接固定在上模上的组成模具的上模, 它通过模柄与冲床滑块相联结。固定在下模上的零组成了模具的下模,并利用压板固 定在冲床的工作台上。上模与下模通过导、导导向。工作时,条料靠着挡料送进定位, 当上模随滑块下降时,卸料先压住板料,接着凸冲落凹上面的材料获得工件。这时工 件卡在凸模与**块之闻,废料也紧紧箍在凸模上。在上模回升时,工件由**块靠**板 借弹簧的弹力从凹模洞口中**出;同时箍在凸模上的废料,由卸料板靠弹簧的弹力卸 掉,再取走工件,至此完成整个落料过程。再将条料送进一个步距,进行下一次冲裁 落料过程,如此往复进行。冲压模具的寿命长短,全由这几条决定! 1.模具材质不好在后续加工中容易碎裂2.热处理:淬火回火工艺不当产生变形3.模具研磨平面度不够,产生挠曲变形4.设计工艺:模具强度不够,刀口间距太近,模具结构不合理,模板块数不够无垫板垫脚5.线割处理不当:拉线线割,间隙不对,没作清角6.冲床设备的选用:冲床吨位,冲裁力不够,调模下得太深7.脱料不顺:生产前无退磁处理,无退料梢;生产中有断针断弹簧等卡料8.落料不顺:组装模时无漏屎,或滚堵屎,垫脚堵屎9.生产意识:叠片冲压,定位不到位,没使用吹气,模板有裂纹仍继续生产正确选择压力机为了提高冲压模具的耐用度,应选取精度较高及刚性较高的压力机,并使其冲压吨位大于冲压力百分之三十以上。正常来说,使用伺服冲床可相应提高模具寿命在几倍至几十倍以上。合理使用及维护冲压模具为了提高冲压模具耐用度,操作者必须合理的使用及维护冲压模具,对冲压模具应经常进行维修,以防止冲压模具带病工作。以上就是我们整理的提高冲压模具耐磨度的几个常用方法,提高耐磨度的意义不仅能让冲压模具的使用寿命增加,降低模具企业的生产成本,更能保证生产出来的产品的质量,提高生产效率。