管材冲孔机的日常维护
一、清理机架上及导向杆上的铁屑,清理干净后加润滑油进行保养.
二、使用过后先断电停机,然后清理工作台与模具间的废料并打黄油润滑.
三、要定期不锈钢小导管打孔机铣磨更换冲头,因长期不更换易发生冲头模具损耗;容易导致冲头不利造成冲孔过程中有毛刺冷却或冲孔不理想,从而导致冲头使用寿命缩短。
四、更换冲头驱动齿轮箱里的齿轮油.一般新机器连续运作半个月就应更换,往后每使用三个月更换一次,齿轮箱润滑油使用国标460号齿轮润滑油.
佰展通冲孔机械根据您的要求达到您所需要的各种问题的解决方案,满足不同顾客的需求,可为客户定制专案,提供技术辅导,为客户量身打造适用的冲孔机器和模具。

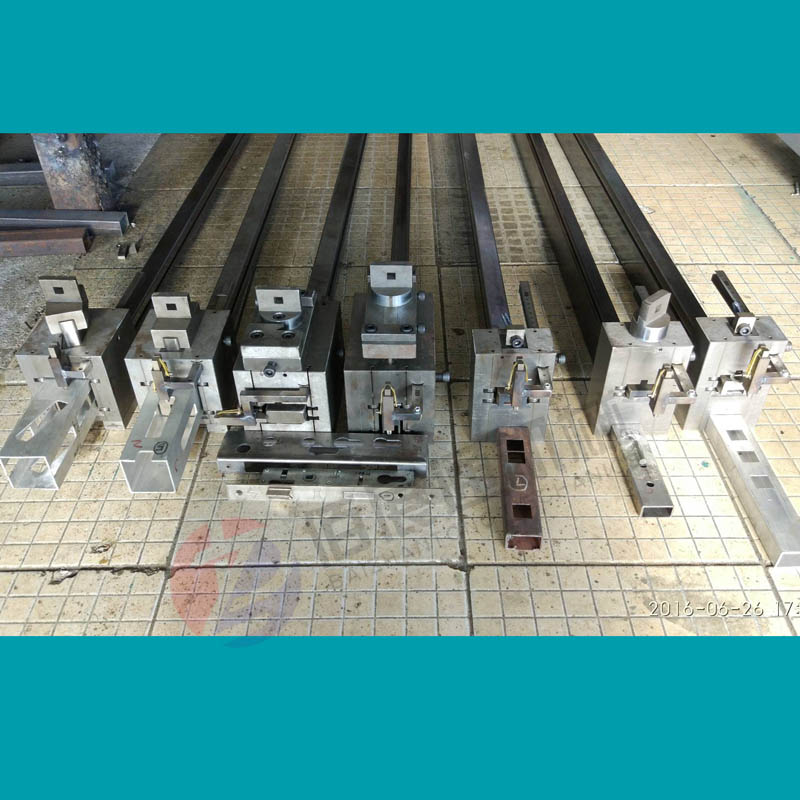
佰展通打孔模具可定制
佰展通液压打孔机自带有定位杆和刻度尺,不用人工分线,不用算数,设备可自动定位而且还很精准,多重优化设计解决了市面上普遍存在的模具对准难,管子易变形、起毛刺等问题,冲孔更加精准、平整刺。
随着加工产品的多样化,打孔不再是简单的圆形,还有各种图形。以往企业都会购买很多设备,往往在购买设备上就需要耗费很多的资金,使用佰展通自动化液压打孔机只需要一台设备,就可以加工出不同的图形,只需要更换不同的模具,就可以加工出想要的孔型,圆形、弧形、异型均可定制。并且佰展通液压打孔机的模具采用工艺精心制作,专门冲压各种规格的防盗门窗,冲头寿命可达22万次以上,并且模具和机身采用的是分体式的设计,拆卸安装比较方便。
液压打孔机性能稳定质量可靠,产品优势明显,取代了传统加工设备在冲孔行业的地位,成为各加工企业不可缺少的打孔设备、打孔模具。
合理的模具设计有效的保护了模具,延长了模具使用寿命,提高了冲压的强度。

佰展通机械设备有限公司,用技术赢得客户,以实现共赢!我们将本着客户至上,以科技为先导,不断创新,持续改善,为客户提供高性价比,高可靠性的产品和满意的服务。用户的反映就是对我公司的鞭策,公司始终坚持“质量”“用户”“优质服务”,一切为客户,开拓技术含量更高,更适应用户需求的新产品。
一、冲头出现带料现象或者冲头出现粘连现象
1、刀口钝化
解决方法:及时的对刀刃进行打磨
2‘内部润滑不良
解决方法:对零部件间隙之间进行润滑改善
二、模具问题
1、模具间隙不合理(过大或者偏小)
解决方法:将模具间隙控制在合理范围之内
2、模具的模座不在正中
解决方法:进行工位调整,使上下模对中
3、没有及时更换已经磨损的模具
解决方法:更换已经磨损的模具
4、导向组件不合理导致冲头过热
解决方法:在板料上加润滑液,确保冲头和下模间之间的润滑,还是不行可以考虑在同一程序中使用多个同规格冲头。
5、刃磨方法不当,造成模具退火从而造成磨损加剧
解决方法:采用合适的砂轮进行打磨加入足够的冷却液
三、废料反弹
1、下模操作出现不规范情况
解决方法:对于小直径孔间隙减小即可,但是直径大于50mm的时候,间隙需要放大。或者是利用反锥下模的方式。
2、冲头出现故障
解决方法:增加入模深度,同时安装卸料聚胺酯**料棒,斜刃刀口有利于冲头增下模深度。
四、出现卸料困难的问题
1、弹簧失去弹性
解决方法:更换弹簧,恢复弹性
2、冲头长期不清洁,出现粘连现象
解决方法:进行清洁,出去冲头上的粘连物
五、板料从夹钳口脱出
1、模具卸料有遗漏情况
解决方法:采用带斜度的冲头或者在板料上涂润滑液或者采用重载模具
冲压模具是在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模)。冲压,是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。

管材冲孔机在作业中需要注意的问题是:
1、动作失控。设备在运行中还会受到经常性的强烈冲击和振动,使一些零部件变形、磨损以至碎裂,引起设备动作失控而发生危险的连冲或事故。
2、设备结构具有的危险。相当一部分冲压设备采用的是刚性离合器。这是利用凸轮机构使离合器接合或脱开,一旦接合运行,就一定要完成一个循环后才会停止。假如在此循环中手不能及时从模具中抽出,就必然会发生伤手事故。
3、模具的危险。模具担负着使工件加工成型的主要功能,是整个系统能量的集中释放部位。由于模具设计不合理或有缺陷,没有考虑到作业人员在使用时的安全,在操作时手就要直接或经常性地伸进模具才能完成作业,因此增加了受伤的可能。有缺陷的模具则可能因磨损、变形或损坏等原因在正常运行条件下发生意外而导致事故。
4、开关失灵。设备的开关控制系统由于人为或外界因素引起的误动作。
佰展通公司以诚信、实力和产品质量获得五金加工行业界的广泛认可。欢迎各界朋友莅临参观、指导和业务洽谈,也可来电或来样为您设计专属的液压冲孔模具、冲孔机器。