产品规格:
产品数量:
包装说明:
关 键 词:珠海优质钢结构加工批发
行 业:钢铁 建筑钢材 无缝钢管
发布时间:2020-11-28
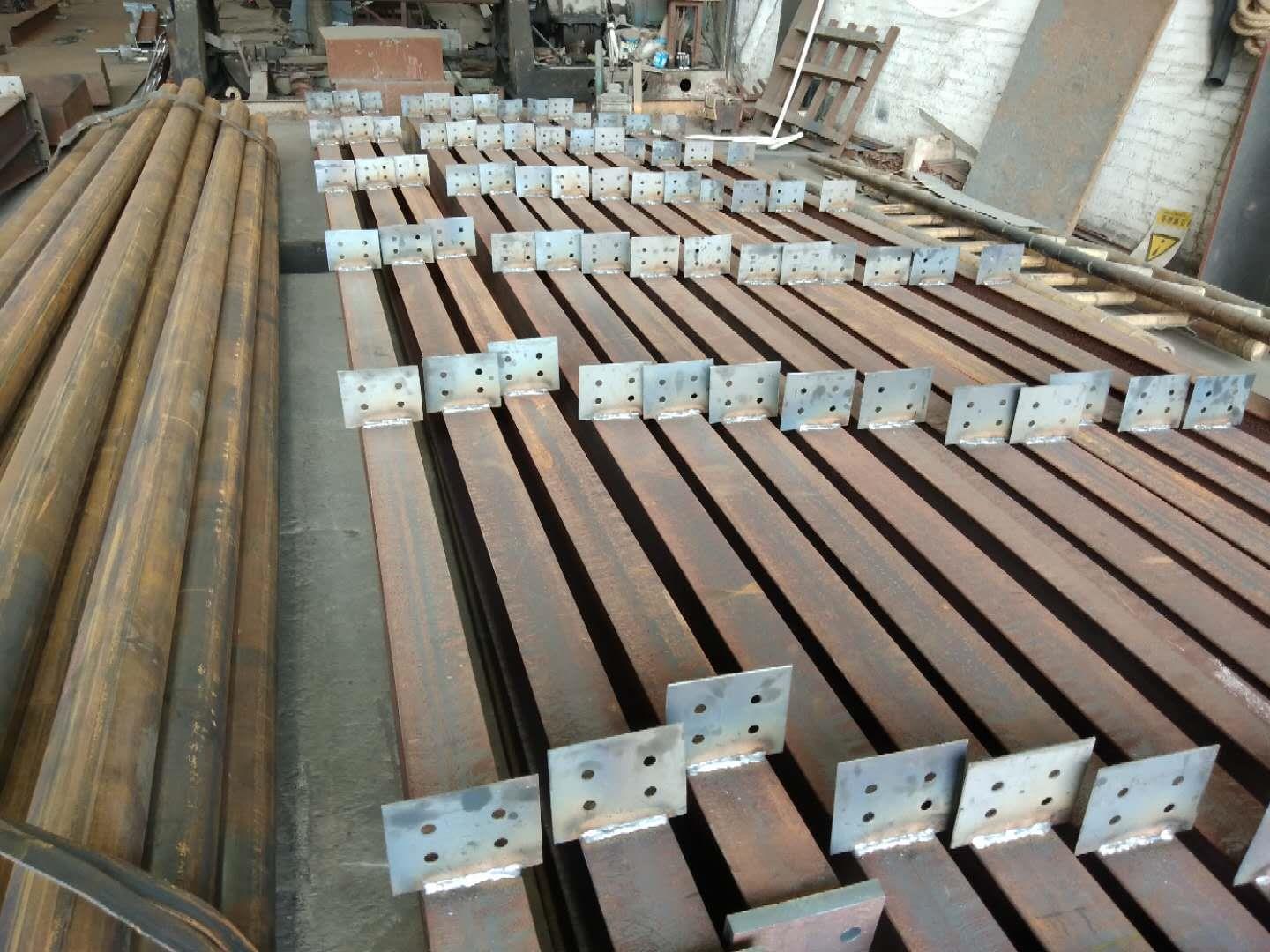
在切割、下料时,翼缘板尺寸宽窄不一,造成H型钢与牛腿的尺寸不一致,与牛腿联系的钢梁上下翼缘板错位约一个板厚;切割边缘有较深的切痕,板边有明显的凹陷,或有较深的锯齿印,切割粗糙度**标,拼板边缘切割不垂直度,拼接错边等**标。

在构件运输和堆放过程中,无搁置件垫平堆放,而是随意卸车,杂乱堆放,甚至让构件埋入泥堆水沟中,造成构件变形、碰伤和污染。

组装的零件、部件应经检查合格,连接件和沿焊缝边缘约50mm范围内的铁锈、毛刺、污垢、油迹等应清除干净。
(2)钢材的拼接应在组装前进行。构件的组装应在部件组装、部件焊接、部件矫正后进行。
(3)组装可采用胎夹具方法。当在平台上组装时,平台的平面高低差不得**过4mm。构件的组装应根据结构形式、焊接方法和焊接顺序等因素,确定合理的组装顺序。
(4)组装的质量要求:除工艺要求外零件组装的间隙不得大于1.0mm。对**紧接触面应有75%以上面积紧贴,用0.3mm塞尺检查,其塞入面积不得大于25%,边缘大间隙不得大于0.8mm。金属接触部分的精加工可用龙门铣床、卧式镗床、牛头刨床、斜面切削机等来进行。 ?组装的隐蔽部位应在焊接和涂装检查合格后方可封闭。钢构件加工制作完成后,应按照施工图和《钢结构工程施工质量验收规范》(GB50205)的规定进行验收,有的还分工厂验收、工地验收,因工地验收还增加了运输的因素,钢构件出厂时,应提供下列资料:(1)产品合格证。(2)建筑施工图的设计变更文件。(3)制作中技术问题处理的协议文件。(4)钢材、连接材料、涂装材料的质量证明或试验报告。(5)焊接工艺评定报告。(6)高强度螺栓摩擦面抗滑移系数试验报告,焊缝无损检验报告及涂层检测资料。(7)主要构件检验记录。(8)预拼装记录:由于受运输、吊装条件的限制,另外设计的复杂性,有时构件要分二段或若干段出厂,为了保证工地安装的顺利进行,在出厂前进行预拼装。(9)构件发运和包装清单。

在焊接方面,轻钢焊接H型钢翼板开料后再拼接,焊缝未安装引熄弧板,造成焊缝不饱满,边缘有凹坑未熔合等,与母材不齐平;柱脚、牛腿的焊脚尺寸小于设计图纸的规定,角焊缝塌边现象严重,收弧处普遍低于母材,气孔较多;使用CO2焊的焊缝成形差,宽窄不一致,高低不一致,忽大忽小;手工焊焊缝不直,宽窄不一,咬边现象严重;焊渣飞溅未清除干净。