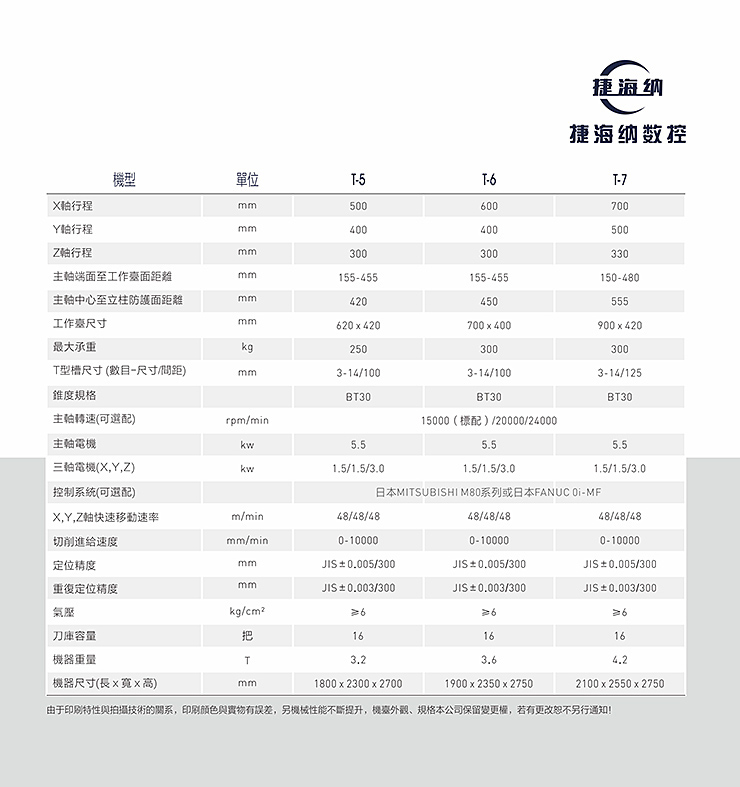
产品规格:
产品数量:
包装说明:
关 键 词:三面自动钻孔攻牙机
行 业:加工 机械加工 五金加工
发布时间:2020-11-27
机械零部件数控车削铣槽磨面钻孔攻牙滚花加工机加工厂家,专业从事数控车加工、机械加工、非标零件加工、CNC加工、电脑锣加工、不锈钢加工、铝合金加工、钢件加工、铜产品加工、齿轮加工、蜗轮蜗杆加工、胶件切削、建筑机械设施设备及配件零件加工。

机床特点
1、速度快、精度高、攻出来的牙可通过牙规检测。可作高速连续循环运转,特殊马达能持久耐用,可实现自动化, 一人可以同时操作多台钻孔攻丝设备。
2、工作原理:正转---反转---正转---反转 的连续循环和正转---反转---停止的单向循环有特定的按键开关来操作,还可以安装脚踏开关,进行选择性操作,连续、单向、循环都能自动。操作者双手完全可以离开机器,实现自动工作,初学者也可以顺利操作。
3、高精密钻孔攻牙行程调整简单,自动反转装置能自由调整攻牙行程,浅孔和有孔低加工件也能容易调整,双重安全装置能防止螺丝攻之损坏,主轴回转与上下、进退刀特设双重安全离合器,主轴能自动停止,逆转退刀也不会损坏刀具。
4、牙距A、B齿轮配合A、B转轴与主轴依牙距推进完全配合,垂直稳定、精确、精密度特别高,螺丝攻牙时前进与后退不必出力就能运转自如。而同时决定于优良的加工物品,不会造成粗细不同螺纹,针对薄板和轻合金属,合成树脂等软质品也能攻出**螺纹。同时还可以配置多轴器进行多轴同步加工,生产效率大大提高。
三、机床加工技巧
1、在数控自动钻孔加工中,尽量使用柄并把刀具安装到刀柄内,这样做的好处是可以固定刀具减少震动,同时缩短了主轴到刀具之间的距离,提高刀具的刚性。终达到更好的切削性能。
2、选择高质量筒夹,因为数控自动钻孔机工作时,刀具会产生震动和摩擦力,如果简夹的夹持力不够,会导致刀具无法夹紧,从而影响加工精度。
3. 进行切削加工时使用适当的转速和进给速度很重要,对于调节刀具的切削条件来说,经验是十分宝贵的,颤振和振动都可能会发生,我们并不能完全依赖刀具厂家所提供给你的加工参数,您可能需要改变转速和进给速度来改善这些状况。
4. 使用数控自动钻孔机控制器中的刀具负载监测。刀具磨损以及主轴负载上升都是刀具切削效果开始下滑的首要信号。当新刀具处于性能状态时,检测并将主轴负载记录在刀具负载监测页面上。使用刀具负载监测,可以为每把刀具定义一个负载限值,并且在负载上升到该限值时通知操作人员更换刀具或者刀片。
三、机床的日常维护
自动化钻孔攻丝机是机加工的数控设备,它能有效的提高加工效率与零件的精密度。作为新一代的钻孔攻丝机它能体现出实用价值,做出该有的零件加工需要进行对设备的检修与日常维护,这样也会让机床的使用寿命与价值体现出来。
1、通常扭力筒夹的扭力在出厂时即已设定好,但在攻较强韧之材料时或使用一段时间后,必须再调整,设定扭力。
2、扭力筒夹外壳有2个小孔,允许做半个凹槽之扭力调整,这在调整M3以下的扭力控制非常重要。
3、使用一字起子挑起扣环,用尖嘴钳置入扭力调整环上的2个圆孔内,顺时针转则增加扭力,反时针转则减少扭力。
4、调整好后,将扣环插入筒夹外壳的小孔内,扭力即不再改变了。
5、扭力筒夹是保证高精度之螺纹,故扭力筒夹不能随意乱放、乱丢、乱摔,以免影响攻丝精度。
6、当气动马达不转时,一般情况是气力不够,请检查气压是否调至6-8KG即可。
7、当气动马达转,而扭力筒夹打滑,有可能是材质太硬或材质粘性高,请把扭力筒夹扭力调大。

产品概述:
? 一体化箱体式床身本体刚性是保证机床不变形的基础 , 低重心(整体机床设计重心高600mm ) , 使得机床在加工过程中振幅小不易被共振;大跨距支点(四点支撑距离1200mm×840mm )保证机床在受工件的影响发生重心偏移而不产生床身重心大距离的偏移。 为防止不同的自激频率和激振频率的振动叠加, 所以设计不等距网状交错筋避免振幅相同。
? X/Y/Z进给轴(48m/min )优化是配合HRV控制技术 , 改造提高动态性能的方法, 利用增加传动比来改善进给轴动态特性的方法适用于高速移动机床,伺服电机输出转速没有达到额定转速的情况,通过增加传动比可以改进匹配性能。
? 三轴采用进口精密级滚珠丝杠,精密级线性导轨,P4级角接触轴承。
众所周知,在购买钻孔攻牙机的时候,不仅要考虑它的价格问题,而且要考虑的到产品在工作的过程中运行是否平稳,使用寿命是否比较长等问题。
捷海纳机床拥有专业化的设计研发钻攻机的开发团队,为了符合市场的标准,满足客户的购买需求,研发生产的钻攻机运行安全可靠,而且使用寿命长。
捷海纳机床有着专业化的生产链条,有标准化的生产流程,产品质量好,受到许多厂家的喜爱,如果你也需要购买钻攻机,推荐他家的产品。

