天津市北辰区滕飞翔金属制品销售部
联系人:郭林林
电话:18526692907
地址:天津市静海县大邱庄镇中国天津天津静海县
滕飞翔主要经营 各种规格的C型钢、U型钢、岩棉板、楼承板、压型板等产品,本公司具有精良的设备,精湛的技术,产品行销全国各地,质量及使用效果达到了**业的先进水平,在广大的客户中赢得了较高的信誉。 我厂坚持以发展为方向,以优良产品和用心服务为宗旨,满足客户不同产品的需求为目标,实现企业长足发展和进步,共创双赢。
公司产品:C型钢,U型钢,岩棉板,楼承板产品,可为客户提供便捷的一站式采购基地。
适用范围:能够广泛应用于大型钢结构工业厂房车间以及库房建设,其中U型钢、楼承板、岩棉板等产品特别适用于大跨度结构或在地质条件较差的地区营建厂房的建设。
我厂生产的C型钢、U型钢、楼承板、岩棉板、压型板(规格多、成型好、角度直、平整好镀锌C钢材料是金属的代表,因为金属是很便宜和简单的加工优势。然而,金属的缺点是明显的,不耐腐蚀,长时间使用会降低寿命。
特别是沿海地区和多雨地区的镀锌C型钢,这个问题特别严重,
对产生的材料进行改变是减少屏障腐蚀的有效方法。为了获得更多的订单,制造商选择一些出厂的材料,如碳钢、不锈钢等,以确保产品有更好的耐腐蚀性,虽然增加了生产成本,但却能生产出更优良的产品使用C型钢机来帮助我们进行高调的加工和生产,首先我们需要知道这些设备,他们的操作有没有一些比较特殊的地方?一般来说这些设备里面的刀片都是可以直接一体化使用的,所以在切割的过程中我们也不需要去担心。
在之前我们使用的一些C型钢机设备可能内部的刀片需要我们自己来调节,这样的话虽然说这些钢条的尺寸能够保证,但是在之后肯定还是需要花费比较长的加工时间的,所以厂家在这些设备的内部构造方面也要改进一下。
现在很多生产C型钢机设备的厂家,他们在这些设备的生产过程中,有考虑到内部构造怎样来改进,一般来说,通过我们对这些设备的了解,就会知道这些设备在生产空调的过程中,他们生产出来的这些产品的尺寸是按照我们客户的要求来设置的。
1)C型钢机自动放料,取坯工作程序:模具安装及主机试车同上述,然后开启空气压缩机,真空泵,挤出机,切瓦机,放料机,压瓦机,主机及瓦托输送机,泊车时,先休止挤出机,再休止其余设备.
2)手工放坯,取坯工作程序:在设备使用前,要检查各处连接是否牢靠,安装螺栓、螺母是否拧紧,左右机箱内应加足润滑机油,才能通电启念头器进行试车,先空车运转仔细观察,有无**,噪音,油窗口是否来油,挤出机挤出的泥坯,经切割机切成定长,由滚子输送机送至压瓦机,由装料器按划定程序送至下模,C型钢机压出的瓦坯在工作台转位后。
由卸瓦机的真空吸盘吸取,并转位放置在输送线的瓦托上. C型钢机器工艺流程:带钢从设备的尾部送入,经由各种压辊压制成彩钢瓦从头部送出。
传统工艺中,彩钢瓦压制成型后需要人工进行定长堵截,再搬运到冲孔设备按照客户要求的尺寸打孔,出产不能连续,效率不高。公司技术职员与设备出产厂家紧密亲密配合,逐步改进出产工艺,实现了全工艺过程自动控制,奔腾性地进步了出产效率,增加了客户设备的技术含量和附加值。
C型钢机制造它的壁厚可以制得很薄,而且大大简化了出产工艺,进步出产效率。可以出产用一般热轧方法难以出产的壁厚平均但截面外形复杂的各种型材和不同材质的冷弯型彩钢设备。

C型钢与Z型钢有什么区别吗?Z型钢的角度与C型钢的角度不同,C型钢是90度,Z型钢小于90度,大约60到75度。因此,当在有一定坡度的屋顶上使用型钢条时,应考虑型钢条的角度和力知识。采用斜率大的Z-型钢条可以充分利用型钢条的抗弯性能。
与Z形截面相比,C形截面的力学性能与Z形截面的力学性能有很大不同,C形截面与刚性框架之间的连接主要采用螺栓连接和铰接。计算应基于简单的支撑(Z形截面之间的刚性连接可以通过可靠的重叠来实现,因此可以计算连续光束)。因此,后者在应力状态,计算结果和结构方面更合理。因此,除了门窗开口和其他特殊的联合加工需求外,Z型截面应该是。 C型钢适用于坡度较小的墙型钢和屋顶型钢条; Z形型钢条适用于坡度较大的屋顶型钢条,屋顶载荷的合力应通过Z形型钢条的横截面中心。
1、对于墙壁,选择Z型或C型没有太大区别。
2、如果型钢条想要成为连续组分,使用Z型钢,因为它方便重叠。
3、C型钢常用于南方,Z型钢常用于北方。我不认为有这样的现象。在我们国家,C 型钢条经常在南部和北部使用。
4、当屋顶坡度较小时,Z型钢的弯曲截面模数略大于C型钢的弯曲截面,但差异不显着。当屋顶坡度增加时,Z型钢的弯曲部分的模数与垂直方向对称的利用率增加,因此,Z型钢适用于大坡度的屋顶。

C型钢不是槽钢,C型钢归于高效经济裁面型材(此外还有冷弯薄壁型钢、压型钢板等)由于截面形状合理。前进承裁本事。C型钢其尺度构成合理系列,类型完全,便于谋划选用。
其产品形状雅观、结构合理、瓦型美丽而遭到彩钢制品界及国外客商的同等表彰。手艺放坯,取坯事故步调:C型钢在配备运用前,要查看处处衔接是否安稳,C型钢C型钢机主动堵截,主动冲孔,已达到同职业长辈水平,产品热销全国各地。
压瓦机职业来说,不同的细分子职业面临钢材价格上涨所带来的影响是不一样的。
C型钢成型机大大简化了出产工艺,进步出产效率。能够出产用一般热轧办法难以出产的壁均匀但截面形状杂乱的各种型材和不同原料的冷弯型钢。
C型钢制造焊接球的方法表常用的有两种,一种是热轧,一种是冷轧。而市场上呈现的焊接球基本都是热轧的,首先将钢板下料热轧成半球,然后通过接卸加工、安装焊接的方法构成一个球体。这种方法出产出来的焊接球有一个丧命的缺点,那就是简单发生壁厚不均的现象。
1、倒角面也有耐磨层的保护,槽口、斜边同样耐磨。
2、更好的防止水的渗入一次模压成型地板槽口边缘的基材经高度压缩有效降低吸水膨胀率。同时避免了老式倒角在槽口处刷漆防水而造成的环保问题。
3、视觉效果更优于实木地板倒角更圆滑、拼缝平滑自然、立体感较强,视觉效果甚至优于实木地板,触感更优越,给家一种鲜活的立体感。
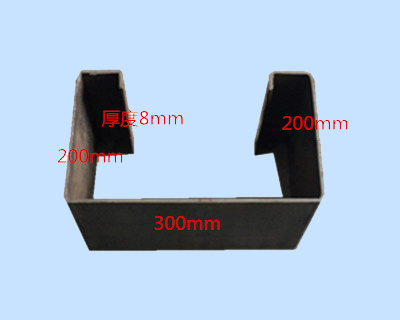
U型槽
4、抗冲击,即避免了外力对槽口的直接冲击,又可以防止由于耐磨层和装饰层挤压而产生的毛边现象,更好的保护地板边缘。
5、更易清洁、好打理一次模压成形的倒角圆滑,更容易清理,彻底解决了普通V型地板的倒角处易存灰尘、变黑、不好打理的缺点。一次模压成型地板以其*特亮丽的花纹给您的家带来清新自然的感觉,如同置身在大自然的怀报。
6、倒角处装饰层直接过渡花色自然克服了普通仿实木地板表面与槽口有色差的弱点。
7、由于它采用的是不破坏地板木结构的工艺,没有变形隐患,所以使用寿命大大增长然而目前市场上虽然有部分品牌采用一次模压技术,但考虑地板成型
钢结构厂房这一新型建筑结构方式应用到厂房缔造中以来,国内工业厂房的缔造数量与缔造面积便呈现出日渐上升之势。然而,跟着供给钢结构厂房缔造效劳的厂家的日渐增多,在厂家、质料等各种要素的影响下,钢结构厂房的造价也因而存在着较大的动摇区间。为了更好地对钢结构厂房的缔造本钱进行预算,削减遗漏,其造价预算剖析中应留意哪些细节呢?
因为不同的钢结构厂家便有着不同的钢结构厂房的价目表,所以为了防止掉入商家圈套,所以钢构厂家挑选更做到货比三家,并对其是否完全、商誉是否良好等细节进行调查,而且挑选允许到工厂参观的大型钢构工程厂家。毕竟,钢结构厂房的质料挑选和钢构件的加工工序根本均在工厂完结,而厂房的坚固耐用和使用寿命的长短很大程度取决于厂家构件的加工质量,所以为了削减后续的修理费用,节省本钱开销,更不该忽略厂家的挑选细节。
有多年承建保定钢结构厂房经历的乾腾钢构负责人从前表明,因为钢结构厂房的造价触及各项本钱核算,其核算的复杂性有时都会难倒专业人士,所以在断定厂家后,还要重视其它影响钢结构厂房造价的要素的剖析。现在,影响钢结构厂房造价的要素,除了有钢铁的市场价格动摇外,还触及其规划、厂房面积、厂房高度和跨度、运送、安装吊车的挑选和工人本钱等等,因而,钢结构厂房的预算剖析也应从这些方面中着手,不能忽视任何一个细节加工制作进程中较易发生质量问题,且发生后处理起来很扎手的首要是特别工序和重要工序。一般工序发生质量问题所占的比率很小。在上面的施工进程中,特别工序有焊接、涂装,重要工序有下料,装置。
1. 焊接工序。该工序归于隐蔽工程,也是易发生质量问题的工序,从2004年某公司的产品质量报表核算显现,发生该工序的质量问题中:因为焊接质量导致的焊缝返修率高达80%以上,其次是由于上道工序操作不妥和操作人员的技术问题而导致焊缝质量问题约占10%,这样问题归于直接影响工程质量的首要问题。所以此类型的问题有必要经过专业的检测公司运用专业的检测工具才可以检测、评判出来,一般根据焊缝内的缺点类型分为夹渣、未溶合、气孔等。
2.保定钢结构厂房-涂装工序。该工序也是归于隐蔽工序,对结构的影响小于关于建筑功能的影响。也是较易发生质量问题的工序。工序的质量问题首要表现在:构件表面的漆膜大面积坠落和部分坠落,构件表面的漆膜坠落、发生流挂现象,漆膜的厚度不可,漆膜厚度分布不均,漆膜的颜差较大。
3.保定钢结构厂房-放样下料工序。该工序归于构件加工之前的**,其质量的好坏对下道工序存在着直接的影响,甚至下料的零部件全部的报废,这种情况的发生是很遍及的,所以在下料之前关于加强进程的质量监控是十分重要并且必要的。该工序的发生的质量问题首要表现在:长条和薄板类型的零部件在切开中变形比较凶猛;由于切开气体或许板材内部存在夹渣和成份分布不均匀而导致的切开面出现马牙纹、节、割痕深度**规范;气割或者锯切的零部件未考虑后续工序的缩短变形而导致的零部件规范**标;由于工艺文件编制的失误而导致的批量零部件报废;下料切开的规范严峻的**过了规范的要求。
4. 装置工序。该工序在构件加工的质量中占有重要的方位,其质量受上道工序的影响较大,所以在装置前加强进程的监控是十分的重要。该工序的发生 的质量问题首要表现在:装置的零部件方位差错,如3450mm装成4350mm;零部件的运用差错,正本应该装置零部件件,装置的却是另部件;零部件在正确方位上装置差错、如板上的孔45mm正本是朝外,而实践把45mm朝内装了;装置的零部件装置空地**过规范和技术文件的要求,3mm的空地7mm;有些零部件没有经过校正就进行装置,装置完成后已存在的变形没办法消除变形;操作工为图省劲私自切开构成零件上孔方位规范**标;装焊区没有进行表面处理;由于图纸规范的差错构成的装置差错。


