广州灏璟焊接器材有限公司
联系人:杨小姐
电话:18922449558
地址:广东省广州市番禺区大龙街道傍江西村93号
飞马特先进的XT品牌割**技术,具有世界先进水平,可以全面提高等离子切割机性能和切割精度,**的XT-301型号割和*特的引导弧点燃管设计确保在切割工艺改变时的切割中心线定位。
T-301消耗品可适应切割厚度为0.5mm到25mm的金属板材Auto-Cut系统与**的XT-301割在普通切割操作中,可完成低碳钢和大多数有色金属板材切割,具有切割面质量好、切口光滑、无黏渣等优点。
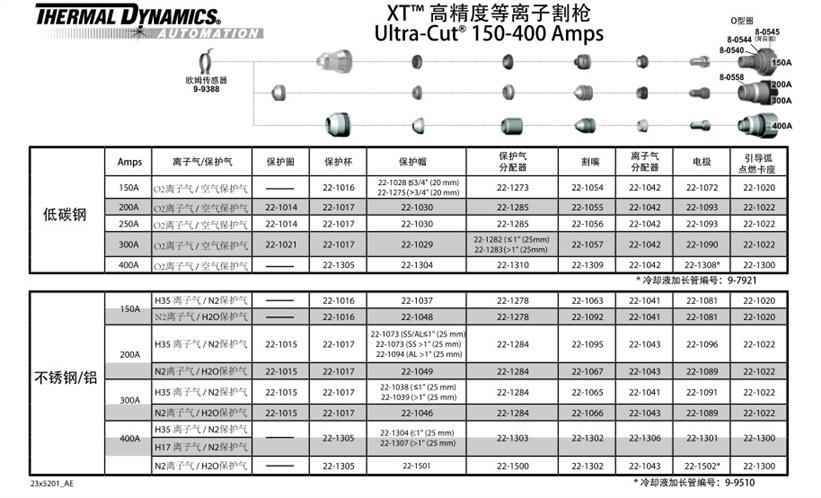
AC系列(Auto-Cut)快速等离子电源易损件选配表
为方便飞马特等离子切割机用户准确而有效地使用飞马特等离子切割机,我们将AC系列快速等离子电源在切割不同材质、不同厚度的金属材料时所使用的易损件搭配列表如下,希望能对客户在实际的切割中起到积极的指导作用。
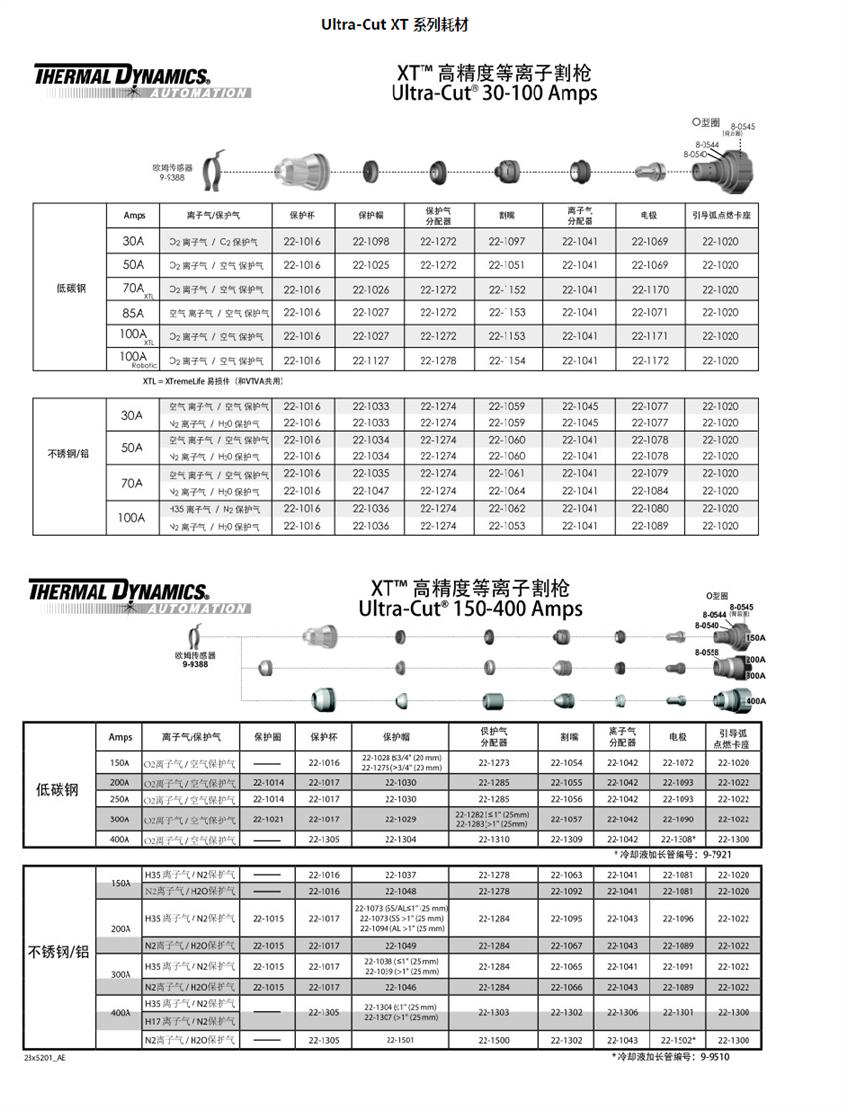
飞马特UC200等离子切割机22-1274保护气分配器22-1015保护罩护圈
120A非接触式割嘴,全气体管理技术是全新的SL100SV 1Torch@ introduces割嘴技术。该技术的核心是割嘴设计有等离子气体调节端口,割*额外使用等离子气体分配器即可再在其额定电流下优化切割性能。
适用于板材厚度在6mml以上,电流值**过60A的作业环境。 该操作方式的优点是作业部位的可视性好,便于操作者进行观察。可使用- -体式保护杯( 割嘴距工件3- -6mm)。 保护杯杯体若加设防护罩,可进一 步延长零件使用寿命,并提高耐热性能,而作业效果却丝毫不受影响。此外,使用加设防护罩的保护杯还便于向气刨或保护帽接触式切割方式进行转换
该割嘴技术能实现全面的气体管理和精确的气体控制,延长了易耗部件寿命,提高了切割质量用户可选择20A, 30A, 40A, 60A, 80A, 100A或120A割嘴,优化切割效果。
优越的切割性能
SureLok”电极技术
全新**自动上锁电极装置,用户*使用安装工具即可实现电极和割嘴之间的精确对齐。同时,电极和割嘴的稳定性更是能确保生成轮廓清晰的电弧,从而实现精
确的切割效果。Surel ok**技术的
精确对齐功能延长了割嘴和电极的使
用寿命,降低了操作成本。
全气体管理技术
SL100* V 1Torch运用全新割嘴技术,* 额外使用等离子气体分配器。每个割嘴设有等离子气体调节端口,在额定
电流下,优化切割性能。用户可选择
20A,30A,40A,60A,80A,100A或120A割嘴,
优化切割效果。该割嘴技术能实现全面的气
体管理和精确的气体控制,延长了易耗部件
寿命,提高了切割质量。
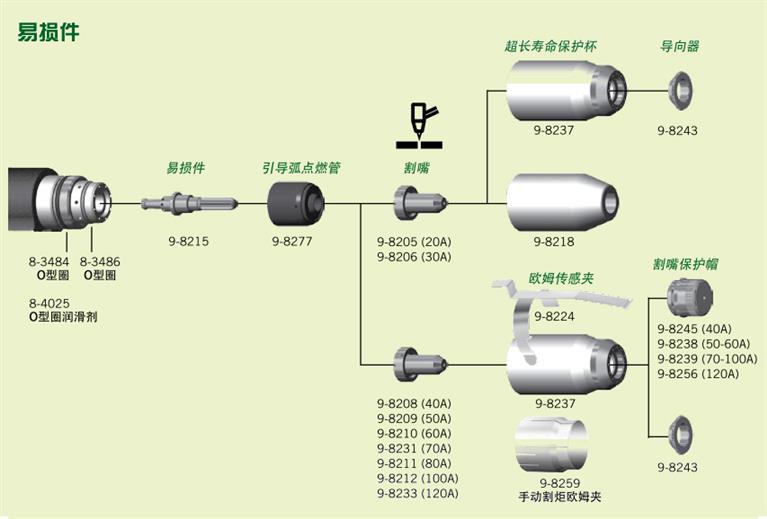
引导弧点燃管
等离子系统完全避免了高频电流。飞马特专 利产品引导弧点燃:管设置于割嘴和电极之间。割没有运作时,引导弧点燃管和割嘴接触。开始信号发出后,空气使两者断开
接触,引导弧起弧开始。该项*特设计允许无
需移动割嘴或电极即可实现引弧启动,从而延
长了部件使用寿命,提高了切割性能和切割精
确性。引导弧点燃管是SL100SV割所有部件
中的可动元件。
割嘴保护杯的选择
两种可选保护杯:
●外露型割嘴保护杯,适用于小
功率,窄切口宽度的薄型材质的
切割
●防护型割嘴保护杯,适用于重型
板材的开孔和切割
注意:如切割中有欧姆传感要求,在使用欧姆传感夹时,应选用防护型割嘴保护杯。
飞马特等离子切割机9-8587交流接触器、维克多等离子切割机接触器

