产品规格:
产品数量:
包装说明:
关 键 词:金华钢管无损检测涡流探伤检测
行 业:商务服务 咨询服务 产品检测服务
发布时间:2020-10-28
磁粉检测,由于缺陷与基体材料的磁特性(磁阻)不同穿过基体的磁力线在缺陷处将产生弯曲并可能溢出基体表面,形成漏磁场。若缺陷漏磁场的强度足以吸附磁性颗粒,则将在缺陷对应处形成尺寸比缺陷本身更大、对比度也更高的磁痕,从而指示缺陷的存在。
磁粉检测种类:1、按工件磁化方向的不同,可分为周向磁化法、纵向磁化法、复合磁化法和旋转磁化法。2、按采用磁化电流的不同可分为:直流磁化法、半波直流磁化法、和交流磁化法。3、按探伤所采用磁粉的配制不同,可分为干粉法和湿粉法
磁粉探伤设备的分类,按设备重量和可挪动性分为固定式、挪动式和便携式三种。按设备的组合方式分为一体型和分立型两种。一体型磁粉探伤机,是将磁化电源、螺管线圈、工件夹持安装、磁悬液喷洒安装、照明安装和退磁安装等局部,按功用制成单独分立的安装,在探伤时组合成系统运用的探伤机。固定式探伤机属于一体型的,运用操作便当铸件是由热态钢锭经铸压变形而成。铸压过程包括加热、形变和冷却。铸件缺陷可分为铸造缺陷、铸造缺陷和热处置缺陷。铸造缺陷主要有:缩孔剩余、疏松、夹杂、裂纹等。铸造缺陷主要有:折叠、白点、裂纹等。探伤仪热处置缺陷主要是裂纹。
1、固定式磁粉探伤机
固定式磁粉探伤机的体积和重量大,退磁安装和磁悬液搅拌、喷洒安装,有夹持工件的磁化夹头和放至工件的工作台及格栅,适用于对中小工件的探伤。还常常备有触头和电缆。以便对搬上工作台有艰难大型工件停止探伤。
2、便携磁粉探伤仪
便携式磁粉探伤仪额定周向磁化电流普通从500~800A。主体是磁化电源,可提供交流和单向半波整流电的磁化电流、附件有触头、夹钳、开合和闭合式磁化线圈及软电缆等,能停止触头法、夹钳通电法和线圈法磁化。这类设备普通装有滚轮可推进,或吊装在车上拉到检验现场。对大型工件探伤磁粉探伤机的技术规范。
3、便携式探伤仪
便携式探伤仪具有体积小、重量轻和携带便当的特性,适用于现场、高空和野外探伤,普通用于检验锅炉压力容器和压力管道焊接。以及对飞机、火车、轮船的原位探伤或对大型工件的部分探伤。常用的仪器有带触头的小型磁粉探伤机、电磁轨、穿插磁轨或永世磁铁等。仪器手柄上装有微型电流开关。控制痛、断电和制动衰减退磁。
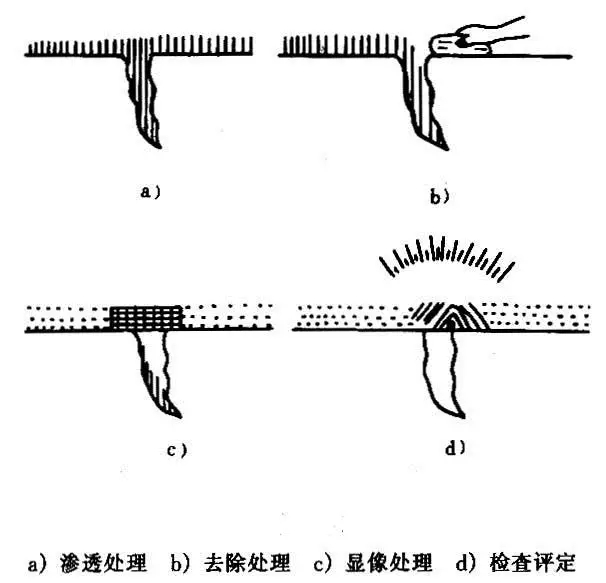
这种染料是可以用溶剂或水洗去的。通过浸渍或喷雾的形式将染料施加到被测试产品表面后,它们能经由毛细作用进入任何不连续缺陷中,显示缺陷。
水不能单独作为载液使用,因此用水作载液时,必须在水中添加润湿剂、防锈剂,必要时还要添加消泡剂,以保证水基载液具有合适的润湿性、分散性、防腐蚀性、消泡性和隐定性。
(1)润湿性指磁悬液应能迅速地润湿工件表面,合适的润湿性能可用“水断试验”来确定,pH值应控制在8~10。
(2)分散性, 即磁粉能均匀地分散在水基载液中,在有效使用期内,磁粉不结团。
(3)防腐蚀性,即对工件、设备及磁粉本身无腐蚀性。
(4)消泡性能要求,在较短时间内自动消除水基载液中的泡沫,以保证检测灵敏度。
(5)稳定性则是在规定的储存期间,水基载液的使用性能不发生变化。
用水作液的优点是水不易燃、黏度小、来源广、价格低廉。但不适用于在水中浸泡可引起氢脆或腐蚀的某些高强度合金钢。
选取载液时还需要注意:
用煤油作探伤载液虽然不会产生锈蚀,但其具有异味,操作时间稍长,油温升高后或在高温环境下探伤时会挥发出一股刺激性的气味,对周围环境及操作人员产生影响;煤油本身的运动黏度也不是太好,在进行非荧光磁粉检测时可以加入其它油料(如变压器油)提高运动粘度;煤油的闪点也不是太高,在正常的操作过程中如果探伤机拉弧,产生失火的概率很高,增加操作的危险性。
水作探伤载液因其取材方便而被广泛使用,但是用水作探伤载液,对工件表面要求相对比较高;工件在探伤前表面如有油污附着,必须先清洗后探伤;探伤设备和工件上有水残留,会造成不同程度的锈蚀,对防锈要求高的工件探伤时需要在水中加入防锈剂;由于水的运动黏度并不是很好,对高精度工件探伤用水作为探伤载液的效果并不是太好。
因此,我们在选取磁粉载液时,要综合考虑油基载液和水基载液各自的优缺点及适用范围,然后根据被检工件和检测要求选取合适的载液。

磁粉检测,是通过对被检工件施加磁场使其磁化(整体磁化或局部磁化),在工件的表面和近表面缺陷处将有磁力线逸出工件表面而形成漏磁场,有磁较的存在就能吸附施加在工件表面上的磁粉形成聚集磁痕,从而显示出缺陷的存在。
磁粉检测方法应用比较广泛,主要用以探测磁性材料表面或近表面的缺陷。多用于检测焊缝,铸件或锻件,如阀门,泵,压缩机部件,法兰,喷嘴及类似设备等。探测更深一层内表面的缺陷,则需应用射线检测或超声波检测。
磁粉检测具有检测成本低,操作便利,反应快速等特点。其局限性在于仅能应用于磁性材料,且无法探知缺陷深度,工件本身的形状和尺寸也会不同程度地影响到检测结果。
利:不损伤被检物,方便实用,可达到其他检测手段无法达到的*特检测效果,使用面宽,底片长期存档备查,便于分析事故,可以直观的显示缺陷图像等。
弊:对人体有副作用甚至一定伤害,对其他敏感物体有不良作用,对环境有辐射污染;显影定影液回收困难,直接排放会造成环境污染
包含以下几个方面:1、对焊缝表面咬边、夹渣、气孔、裂纹等检查,这些缺陷采用肉眼或低倍放大镜就可以观察。2、尺寸缺陷检查,例如焊缝余高、焊、凹陷、错口等,需采用焊接检验尺进行测量。3、焊件变形量检查。(2)致密性试验检查常用的致密性试验检验方法有液体盛装试漏、气密性实验、氨气试验、煤油试漏、氦气试验、真空箱试验。1、液体盛装试漏试验主要用于检查非承压容器、管道、设备。2、气密性试验原理是:在密闭容器内,利用远低于容器工作压力的压缩空气,在焊缝外侧涂上肥皂水,当通入压缩空气时,由于容器内外存在压力差,肥皂水处会有气泡出现。(3)强度试验检查
强度试验检查分为液压强度试验和气压强度试验两种,其中液压强度试验常以水为介质进行,对试验压力也有一定的要求,通常试验压力为设计压力的1.25~1.5倍。


