青岛安捷能电器科技有限公司
联系人:王经理
电话:13969643150
地址:山东省青岛市胶州市
产品规格:
产品数量:
包装说明:
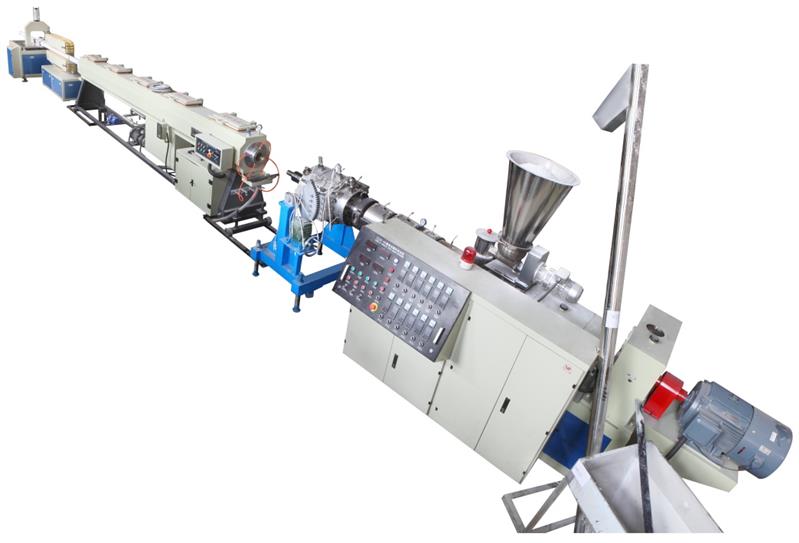
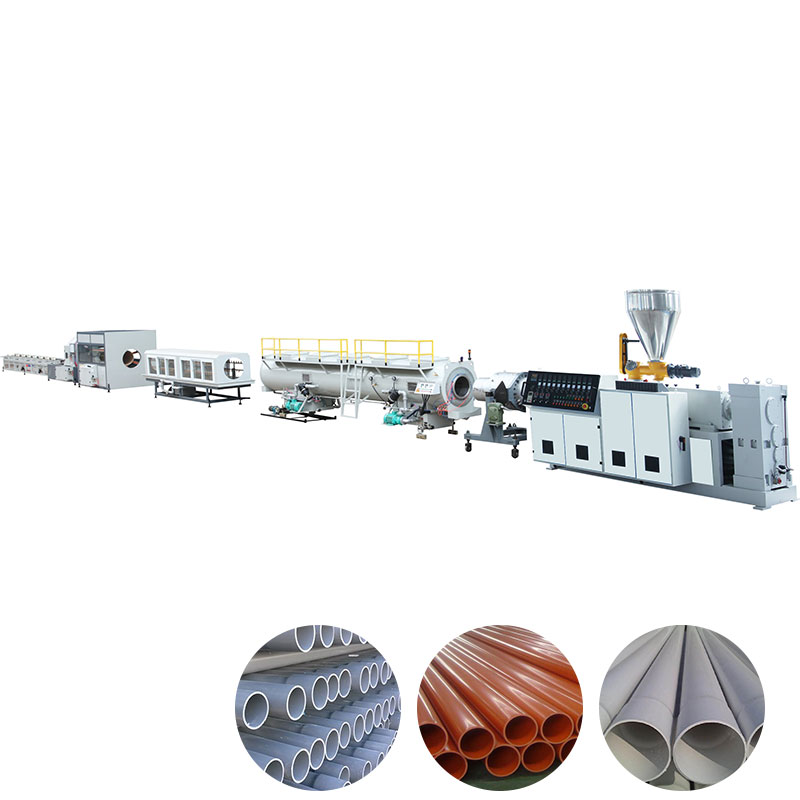
关 键 词:南京管材生产线价格
行 业:塑料 塑料机械 塑料挤出机
发布时间:2020-10-26
青岛安捷能电器科技有限公司成立于2015年,总部位于美丽的海滨城市--青岛,安捷能致力于安全、快捷、节能的产品研发,专注于各类塑料机械、辅机的生产销售,拥有多项国家**,主要产品包括:45/50/55/65/75/90/105等挤出机管材、片材、型材、拉丝、造粒、薄膜生产线、熔喷布整机生产线、节能料斗干燥机、全自动节能烘道等,公司产品**海内外,安捷能拥有完整、科学的质量管理体系。安捷能的诚信务实、强大实力和产品质量获得业界的认可。欢迎各界朋友莅临参观、指导和业务洽谈。
使用材料
ABS(-丁二烯-苯乙烯共聚物)
未增塑的聚氯乙烯(UPVC )
CPVC(后氯化聚氯乙烯)
PP(聚丙烯)
PE(聚乙烯),也称为LDPE,MDPE和HDPE(低,中,和高密度)
安装流程
(1)同时加热管材、管件,然后承插(承插到位后待片刻松手,在加热、承插、冷却过程中禁止扭动;
(2)将热熔机模头加温至20左右;
(3)用管剪根据安装需要将管材剪断;
(4)自然冷却;
(5)在管材待承插深度处标记号;
(6)施工完毕经试验压验收合格后投入使用。

粘接方法
1.管材、管件粘接前,应用干布将承口侧和插口外侧擦拭处理,当表面粘有油污时须用擦拭干净。
2.管材断面应平整、垂直管轴线并进行倒角处理;粘接前应画好插入标线并进行试插,试插深度只能插到原定深度的的1/3~1/2,间隙过大于时严禁使用粘接方法。
3.涂抹粘接剂时,应先涂抹承口内侧,后涂抹插口外侧,涂抹承。
口时应顺轴向由里向外均匀涂抹适量,不得漏涂或涂抹过量(200g/m2)。
4.粘接剂涂抹后,宜在1分钟内保持施加的外力不变,保持接口的直度和位置正确。
5.粘接完毕后及时将挤出的多余粘接剂擦净,在固化时间内不得受力或强行加载。
6.粘接接头不得在雨中或水中施工,不得在5℃以下操作。
7.连接程序:准备→清理工作面→试插→刷粘接剂→粘接→养护。
热熔对接安装
热熔对接是采用热熔对接焊机来加热管端(热熔对接温度为210+10℃),待管端熔化后,迅速将其贴合,保持一定的压力,经冷却达到熔接的目的。适用管径范围:dn≥90
操作步骤:
1、将需安装连接的两根PE管材同时放在热熔器夹具上(夹具可根据所要安装的管径大小更换夹块),每根管材另一端用管支架托起至同一水平面。
2、用电动旋刀分别将管材端切平整,确保两管材接触面能充分吻合。
3、将电加热板升温至210℃,放置两管材端面中间,操作电动液压装置使两管端面同时完全与电热板接触加热。
4、抽掉加热板,再次操作液压装置,使己熔融的两管材端面充分对接并锁定液压装置(防止反弹)。
5、保持一定冷却时间松开,操作完毕。
6、施工完毕,须经试压验收合格后,方可埋土投入使用。
断裂韧性
聚乙烯具有良好的快速裂纹增长断裂韧性
发生快速裂纹增长破时,裂纹可以100~45m/s速度快速扩展几百米至十几公里,造成长距离管路损,发生大规模泄漏事故,以及后续的燃烧爆炸(输气)或洪水(输水)事故。这种事故发生概率不大,一旦发生,危害较大。对塑料压力管的持续发展来讲,防止发生快速裂纹增长破要求的重要
性已经**过了对长期寿命强度性能的要求。其原因为:在同一SDR(管材直径与其厚度之比)时,计算的长期寿命—长期强度与管径无关(实际上大口径管可能比小口径管安全),但快速裂纹增长危险随管径而增加。在现有大品种塑实验方法料管中,如聚乙烯、聚丙烯、聚氯乙烯管等,达到一定管径时,由防止快速裂纹增长破所决定的许用压力,总是比由长期强度问题所决定的许用压力低。也就是说,按防止快速裂纹增长破的要求决定了许用压力后,长期寿命(如20℃,50年)要求可自行得到满足;快速裂纹增长断裂韧性差的材料将遭到淘汰,不管它的长期强度性能好或。如聚氯乙烯(PVC-U)燃气管已经基本上全部被聚乙烯(PE)燃气管所取代。欧洲聚氯乙烯(PVC-U)给水管被聚乙烯(PE)管取代的趋势已经明朗。
我国尚未建立快速裂纹增长破的试验装置。我国的塑料压力管标准都未涉及这一问题,这表明我国的塑料压力管水平比世界一般水平至少落后一个发展阶段。


