产品规格:
产品数量:
包装说明:
关 键 词:深圳角钢费用
行 业:建材 金属建材 镀锌钢管
发布时间:2020-07-14
如何选购镀锌角钢产品
分析热镀锌角钢主要的特点就是不易生锈,耐腐蚀,其制作工艺并没有想象中的那么的复杂,当然好的质量的镀锌角钢加工制作工艺还是蛮复杂的,根据其质量的不同,价格也被分成不同的层次,镀锌角钢是属于冷加工的一种制作工艺,经过剥壳等处理手段加工制成。经过这种处理手段之后,镀锌角钢的硬度会逐渐的增加,主要的是塑性会基本消失,冷加工是要产生加工硬化的。镀锌角钢的生产技术在各行各业之中使用会越来越广泛。
镀锌角钢的应用范围很广,而且镀锌角钢在出厂之前都会经过专门的防止生锈处理的工艺的,不多有一些工艺不好,所以效果不太好,如果大家选购到这样的产品应该怎么做呢,我们应该如何处理呢?
首先,我们应当尽量将镀锌角钢的表面处理干净,处理干净以后才能进行后面的处理工序。在处理干净以后,为了保证镀锌角钢原有的状态不发生变化,在镀锌角钢的表面可以使用一些除锈清洁剂,禁止使用肥皂水作为清洁剂进行使用。
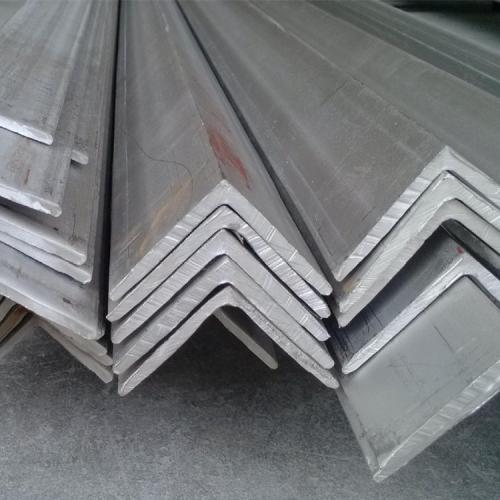
角钢属建造用碳素结构钢,是简单断面的型钢钢材,主要用于金属构件及厂房的框架等。在使用中要求有较好的可焊、塑变形能及一定的机械强度。生产角钢的原料钢坯为低碳方钢坯,成品角钢为热轧成形、正火或热轧状态交货。
镀锌角钢如今的应用是很广泛的,镀锌厂用镀锌角钢的验收都需要注意哪些问题呢?下面就和物资的小编一起来了解一下吧:丝径。铁丝的丝径要与合同相符。检验上锌量是否符合合同要求。拉断强度检验。让工厂提供相应的检验报告。
重量方面。称取不同规格单卷铁丝的重量,不能低于合同要求的卷重,并记录数值。接点检测。每卷铁丝不产生接点,如有接点每卷多不超过三个接点。每个接点要表面处理光滑,铁丝不能从该接点处拉断,符合客户包装要求。
数量。数量与合同要相同,镀锌角钢,仔细记录每种规格的产品数量以及装箱方式。标签。有标签的检查标签是否正确,拍照确认。包装。每卷铁丝用镀锌打包带打牢,再用非常结实的透明塑料袋捆紧,潍坊镀锌角钢厂家,涂塑铁丝外面以白色编织布缠紧,镀锌铁丝外面以绿色编织布缠紧,以保证在运输过程中,包装不会松懈。铁丝一端必须有明显标记,另一端要留在外层,以便于其他铁丝连接。
镀锌角钢加工技术要点:
① 加工钢筋螺纹的丝头大口径镀锌角钢、牙形、螺距等有必要与衔接套牙形、螺距共同,且经配套的量规查看合格。
② 加工钢筋螺纹时,应选用水溶性切削润滑液;当温度低于0℃时,应掺入15%—20%大口径镀锌角钢亚硝酸钠,不得用机油做润滑液或不加润滑液套丝。
③ 操作人员应逐一查看钢筋丝头的外观质量并做出操作者符号。
④ 经自检合格的钢筋丝头,应对每种标准加工量随机江苏大口径镀锌角钢抽检10%,且不少于10个,如有一个不合格,即对该加工批全数查看,不合格丝头应重加工,经再次查验合格后可运用。
⑤ 已查验合格的丝头,应加以维护戴上维护帽,并按标准分类规整待用。
热镀锌角钢简称为镀锌角钢,是特殊钢经过特殊热处理可以获得高硬度(HRC60以上)和高耐磨性的耐热耐磨钢类,其主要用于制造各种机床的切削工具、航空高温轴承及特殊耐热耐磨零部件等。带钢热轧机上的轧辊即为镀锌角钢复合轧辊,辊套采用镀锌角钢材料,与高铬铸铁轧辊相比,镀锌角钢复合轧辊的力学性能已显示出明显的优势。
但由于镀锌角钢复合轧辊工作层的基体上通常分布着组织粗大、脆性高的碳化物,导致辊面的硬度和热疲劳性能不佳,耐磨性较差,使用寿命较短,换辊频度上升,加上成本因素综合考虑,仍不能完全取代高铬铸铁轧辊。针对上述问题,本文开展了影响镀锌角钢组织与性能的研究,对加入钒、铌等合金元素的轧辊用镀锌角钢试件进行了淬火与回火热处理试验,分析了淬火温度、回火温度对镀锌角钢硬度的影响,并通过金相组织显微观察和能谱分析,研究了镀锌角钢中碳化物的主要类型,制定了能获得更多颗粒状弥散分布碳化物的热处理工艺参数,进而为镀锌角钢复合轧辊的实际生产提供了依据。
生产镀锌角钢时有哪些缺陷
管业分析镀锌角钢在进行强化处理时候的拉拔加工。是指原材料在经过前期处理之后,也就是能上机进行加工,这时候为了减少拉拔模具的损耗,在此过程当中一定的是要注意必须是要对模具进行润滑,且润滑的方式上也就包括二种,一种是指油润滑,另外一种也就是指润滑材料润滑。
对于镀锌角钢的强化处理中的加工。在这当中,我们其实也就是要注意就其在很大的程度上主要的也就是会包括有调直加工或者是去除夹头废料加工以及其定尺剪切与防锈处理等环节才算是后成品。
镀锌角钢的冷拉强化原理,就钢材在塑性变形当中晶格的缺陷增多,且就缺陷的晶格严重畸变对于晶格进一步滑移会起到阻碍作用,这样一来,钢材的屈服点提高,塑性与韧性上也就是会有所降低。因为塑性变形当中产生的内应力,这时候,就钢材的弹性模量上也就是会有所降低。
镀锌角钢的冷拉强化原理,也就是指在经过冷拉的钢筋于常温之下存放15~20d或者是加热到100~200℃且保持一定时间,就此过程来讲,在很大的程度上也就是会称为时效处理冷拉之后时效处理的钢筋,屈服点会进一步提高,抗拉极限强度上也就是会有所增长,塑性也会继续降低。
镀锌角钢的冷拉强化,因为时效过程当中内应力的消减,就弹性模量也就是会基本恢复。工地或者是预制构件厂经常利用这一原理,对于钢筋或者是低碳钢盘条按一定制度进行冷拉或者是冷拔加工的时候,就这一点来讲,在很大的程度上也就是能提高屈服强度以期待节约钢材。说到此类的镀锌角钢的强化处理,上述已经算是讲解的比较清楚了,且在以后的操作和进行使用的时候,我们其实也就是要注意必须是要去多了解一下产品的知识,这样一来,也就是可以更好的方便我们实际的操作与应用,关于上述所讲到的强化处理的知识,我们其实也就是会在以后的操作使用当中知道具体的应用。
提高镀锌角钢使用寿命的方法
使镀锌角钢使用寿命能提高一倍以上的表面处理方法是什么?
1.再结晶退火 镀锌角钢卷制成型后,必须进行再结晶退火处理,使镀锌角钢几何尺寸稳定,减少淬火时的变形。再结晶退火温度为550~650℃,保温1~1.5h后空冷。少量可在盐浴炉中进行,大批量采用连续式电阻炉通控制气氛。
2.淬火 在盐浴炉淬火加热时,应将镀锌角钢用铁丝均匀地捆扎好,或将镀锌角钢套在芯棒上加热。加热时要保证镀锌角钢表面五氧化与脱碳。盐浴应经过仔细脱氧。也可在可控气氛的箱式炉中加热,加热温度为850℃±10℃,保温10~15min,出炉淬油冷透。
3.回火淬火后回火可进行两次。先进行矫正回火,矫正回火温度一般应低于终回火温度20℃左右,保温10~15min,出炉空冷。然后进行终回火,在镀锌角钢尺寸矫正后,将镀锌角钢装在回火定型夹具上进行终回火。回火定型夹具应保证镀锌角钢的螺距和自由长度符合要求。回火温度为420℃±10℃,保温30~35min,出炉水冷。
4.抛丸处理 为提高镀锌角钢的疲劳强度需进行抛丸处理。弹丸直径Φ0.3~0.5mm。采用压缩空气喷射时,压缩空气压力为0.4~0.5MPa;用离心机抛丸,弹丸的线速度为70m/s。经抛丸处理的镀锌角钢使用寿命能提高一倍以上。以上是提高镀锌角钢使用寿命的方法。
-/gbajaha/-