廊坊镀锌凹槽管报价 异型定制
价格:4060.00起
产品规格:
产品数量:
包装说明:
关 键 词:廊坊镀锌凹槽管报价
行 业:建材 管材管件 不锈钢管
发布时间:2020-06-15
凹槽管生产工艺
凹槽管拉伸时的变形特点 拔制凹槽管时金属质点的运动主要是横向移动 , 纵向移动却很小 . 金属产生径向移动是 靠模壁给予的径向压力实现的。径向压力由拔制力产生。金属在径向压力作用下产生横向 移动,同时还受模壁摩擦阻力作用。因此,拔制等壁厚异形管的应力状态也是一拉二压的 应力状态。在由圆管拔制异形管时圆管开始进入异形模的接触面积和沿圆周上开始接触的 位置是各式各样的,为了减小沿周长上变形的不同时性,在设计拉模入口道槽时应尽量增 加同时接触面积,以防止管子在变形中失稳。 异型管拉伸时的金属变形是很不均匀的 , 这是由于各部位的变形量不同 , 内外层的金属 变形不同所致。如拔制矩形管时,由于角部和平面部分的金属延伸不同, 一般角部金属延伸大,平面部分延伸小,则角度受轴向压应力,平面部分是轴向拉应力, 在变形很不均匀的情况下,则平面部分就会产生裂纹。 造成这种各部位延伸不均的原 因是:圆管料的弧形表面弯成平面,平面部分内表面金属要流向角部,而角部处外表面金 属要流向平面部分,由于前者要大得多,故造成角部延伸大。
凹槽管工艺流程
凹槽管火炉设备注意事精密椭圆管具有内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口压扁无裂缝、表面已作防锈处理等特点,主要用于机械结构、液压设备及汽车摩托车的气动或液压元件,如气缸或油缸等。冷拔基本的工艺流程是:热轧毛管—毛管检查、修磨—毛管酸洗—毛管酸洗后复检—冷拔—精拉道次前矫直—酸洗、润滑—精拉—成品前处理—入库。毛管毛管壁厚要均匀、内外表面缺陷少;要配置外表面抛光及内孔缺陷清理设备。复检与普通冷拔椭圆管相比,冷拔精密无缝管生产增加了热轧毛管酸洗复检工序,主要是要保证毛管外表面无折叠、裂纹等缺陷,排除掉内表面存在折叠、严重划线、麻面等缺陷的毛管。工具一般冷拔精密凹槽管生产所使用的模具的表面光洁度要求在Ra0.4以上。
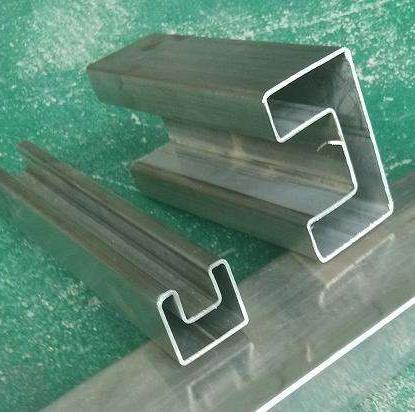
凹槽管特点
凹槽管一体成型,结构结实、耐用美观、施工方便、组装方便,省去焊接过程程序,结构结实,美观方便。
选对了薄壁凹槽管厂家
选对了薄壁凹槽管厂家 而前四个月总产量.吨,同比下降.。在汽车用钢领域,提出了钢铁工业,应放在过兆帕的强度汽车大梁板的镀锌钢管,报道适应结构的需要近,钢铁工业的结构主要利用取得了一系列的进展,它带来了对钢铁产业不再是量的增长,但另一方面,需求结构的和新的要求,对商业模型和服务模型。
-/gbajbhj/-