信阳吹塑尼龙 吹膜级尼龙 吹塑尼龙pa6
价格:15500.00起
产品规格:
产品数量:
包装说明:
关 键 词:信阳吹塑尼龙
行 业:塑料 通用/工程塑料 改性塑料
发布时间:2020-04-06
吹塑尼龙粘度是什么?影响它的因素是什么
粘度,是塑料加工性重要的基本概念之一,是对流动性的定量表示。这个也直接影响到吹塑尼龙的使用,因为低粘度尼龙或者常规尼龙流动性太好,不具备吹塑加工的条件。
影响粘度的因素主要有温度、压力、剪切速率以及相对分子质量。首先我们来看一下温度对粘度的影响,吹塑尼龙的粘度是剪切速率的函数,但是粘度也同时受到了温度的影响,只有剪切速率恒定的情况下,才可以真正研究温度对其的影响。随着温度的提升,尼龙熔体的粘度呈指数函数方式下落,因为随着温度的提高,使得分子间的运动加快,分子链间的缠绕降低,分子之间的距离变大,终粘度降低。易成型,制品收缩率大买回引发分解,温度太低,熔体粘度大,流动困难,成形性差,并且弹性大,也会使制品形状稳定性变差。
下面我们看一看压力的影响,在注射的过程中,施加压力,大分子之间的距离减小,分子之间的作用力增加,活动越来越困难,从而变现为吹塑尼龙的粘度变大。所以为了加工过程更快,一味地增加压力实惠带来很多其他问题的,粘度变大,流动性变差,填充性能有时还会有下降的可能,会造成过多的磨损和功率损耗,还有可能造成制品变形等问题。
接下来就是剪切速率的影响,随着剪切速率的增加,粘度一般会降低,在速率过低或过高的时候,粘度几乎不会随着速率的变化而变化。在一定剪切速率范围内,提高剪切速率会明显降低尼龙的粘度,改善其流动性。尽管如此,宁可选择在熔体粘度对剪切速率不太敏感的范围进行调整,否则会因为剪切速率的波动,会造成加工不稳定和尼龙制品质量上的缺陷。
随着相对平均分子质量的增大,吹塑尼龙的粘度增大,相对分子质量越大,分子间作用力越强,粘度越高。因此在粘度太大的尼龙中添加一部分分子量较小的树脂,可以有效改善其流动性,降低其粘度。
今天的吹塑尼龙粘度的问题暂且说这些,欢迎您的来电垂询。
河北吹塑尼龙|河北吹膜级尼龙|吹塑尼龙厂家|吹塑尼龙价格,二十九年专注,我们更专业.免烘干使用,驰通金轮专业品牌,质量**群,产品定制,厂家直销,送货上门,挂牌企业值得信赖
转载请注明出处:衡水金轮塑业科技股份有限公司
河北吹塑尼龙原来可以用来做这个
吹塑尼龙是一个规模并不大的行业,但又是应用特别广的行业,你我经常遇到它,却不知道原来它早就来到了我们身边。今天我们就来聊一聊吹塑尼龙。
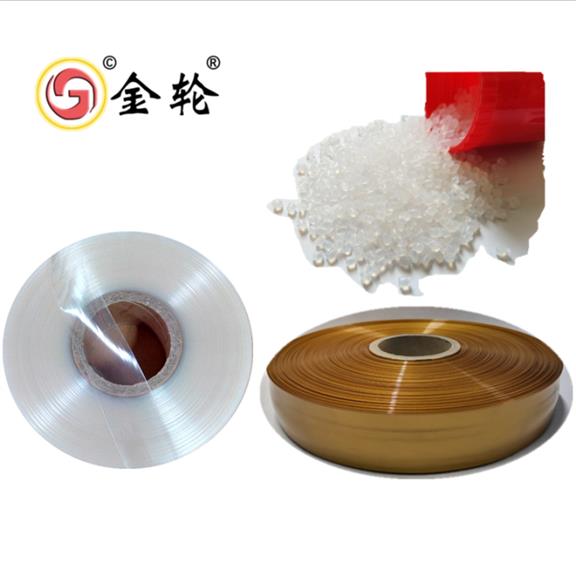
吹塑尼龙早应用于吹膜行业,所谓的吹膜行业很大一部分就是用来生产尼龙肠衣膜,所以又叫吹膜级尼龙,又因为这种尼龙技术要求较高,需要较高的粘度才能正常生产,而常规的尼龙树脂是不行的,所以又叫高粘度尼龙,采用了*特的聚合工艺,粘度可达3.8-4.3透明度高,加工性能好。这就是为什么我们开篇说到它原来早早就藏匿在了我们身边,我们经常吃的火腿肠的包装膜就是这个产品生产的。
它对温度和时间特别敏感,这里面涉及到太多专业术语,小编一时还无法吃透,只是知道温度和时间都要适宜才能成功,因为尼龙树脂是有熔化温度的,**过这个温度就失败了,另外还必须保持一定的时间,来使常规尼龙尽量多的进行开环反应,来提高其粘度。
对于吹塑尼龙还有一个重要的就是颜色问题,前面的两个因素不把握好肯定不会变黄甚至生产失败导致无法使用。还有一个重要因素就是氧气,我们必须摆脱氧气对我们的困扰,氧气会使吹塑尼龙颗粒变黄。
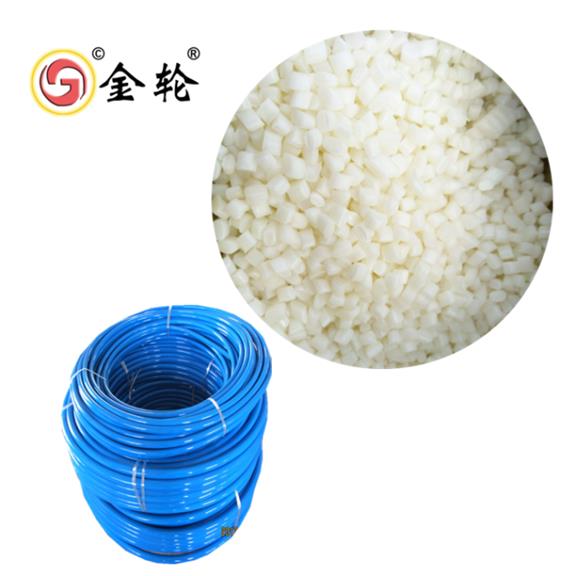
吹塑尼龙应用于前面提到的尼龙肠衣膜,还有尼龙复合膜、流涎膜、输送平带片基、修改液瓶等,拉管行业也有应用,但是并不是所有的拉管都能拉成功,也需要看自己的产品是否适合,当然前提是有一定技术才行。
我们的顾客遍及京津冀鲁豫、东北三省、浙江、湖北、广东、江苏等省份,获得了高度认可,吹塑尼龙我们还拥有属于我们的**,技术支持不在话下。
二十九年专注河北吹塑尼龙|河北吹膜级尼龙|吹膜尼龙批发,我们更专业.免烘干使用,驰通金轮专业品牌,质量**群,产品定制,厂家直销,送货上门,挂牌企业值得信赖
转载请注明出处:衡水金轮塑业科技股份有限公司
该产品在技术创新上主要体现在以下两方面:一是在生产工艺上实现了新突破,新工艺以普通尼龙 6 树脂为主体的混合物加入真空干燥聚合机中,在真空度为 0.096MPA-0.1Mpa,温度为 150℃-210℃下进行固相聚合,并相继冷却降温和抽真空,提取低分子物,从而得到具有高拉伸性和高黏度的改性尼龙 6 产品。二是采用树脂改性新工艺提高了产品的韧性,缺口冲击强度比普通产品提高 200%。该产品经国家化工产品质量检测,各项指标均达到国外同类产品标准。
吹膜尼龙必须要有很强的流动性,而且必须是PA单6。为什么选择高粘度的呢?这个是有学问的,粘度足够高时才可以承受更大的压力,因为需要在肠衣膜里灌注香肠,需要一定压力才能包装成功,所以压力承受的大小成为了PA肠衣膜的质量检测中较为重要的一项。假设使用低粘度尼龙的话就会有一个很重要的问题,那就是爆膜,压力还没到就撑爆了,导致火腿肠包装失败。
由于尼龙具有较强的吸水性,在使用之前必须烘干,以免高温下树脂降解甚至产生气泡。烘干是有讲究的,含水量必须在万分之五以下,干燥后必须密闭,防止进入空气返工。
在挤出的过程中,机头至卷取机之间易发生褶皱,需要缩短牵引与吹膜机头的距离,减少薄膜与夹板的摩擦作用,掌握好夹板的角度,提高薄膜的厚度均匀性,有利于消除褶皱。

国际吹塑PA6进展,吹塑行业我们不孤单
吹塑尼龙行业其实与我们的生活息息相关,比如我们使用的尼龙管材、火腿肠的肠衣等,谁也想不到这些竟然和吹塑尼龙颗粒有直接或者间接的关系。尤其是新国标的下发,使得部分厂家不得不进一步提升自己的产品质量才赢得市场。小编发现国际吹塑尼龙大亨们也一直在为吹塑PA6事业添砖添瓦,突然我们河北吹塑尼龙6不再孤单。
美国密歇根州伯明翰工程塑料声明,随着新型 XS的发展,针对食品软包装应用的吹塑PA6薄膜加工现已取得突破进展。通过改进它的结晶性能,吹塑PA6具有更宽的加工窗口,从而为多层共挤膜和单层膜结构提供了新的设计可能性,介绍,使用新型吹塑PA6之后,生产流程有了显着改进。传统PA6的高结晶速率限制了自身的加工窗口。因此,加工商不得不要么妥协于生产力,要么通过在传统PA6混昂贵的无定形PA或PA共聚物以改善加工性能。
在膜泡中,与传统PA6的结晶速率相比,吹塑PA6的结晶速率慢得多,能够与其他材料层的结晶速率相匹配。这种特性有利于产生更稳定的膜泡,从而在加工条件方面为加工商提供较大的操作条件。由它制得的薄膜具有更高延展性,因此达到相同吹胀比所需要的压力较小,或在相同压力下,产生的膜泡吹胀比增加,平膜里的褶皱也少了。
尽管结晶过程中较慢的结晶速率会生成更大的晶体,但是可以预想的是吹塑PA6所制得的薄膜其透明性降低了,对全规模生产线的同一基准测试结果显示。薄膜级尼龙6和 XS制成的薄膜的光学性能几乎没有明显的差异。基于膜结构计算模型优化膜结构的设计,为 XS客户提供技术支持,该模型可预测不同薄膜结构的阻碍性能,甚至包括预测经过蒸馏处理后的薄膜结构的阻隔性能。还为 XS用户找出的膜层结构和加工条件。
我们29年专注于吹塑PA6的研发,多项国家**做**,专业的技术团队和检测团队24小时在线跟踪,保证每一件产品都有存档,所有产品都免烘干使用。挂牌企业值得信赖,选择衡水金轮塑业没有错!
转载请注明出处:衡水金轮塑业科技股份有限公司
-/gbafaae/-


