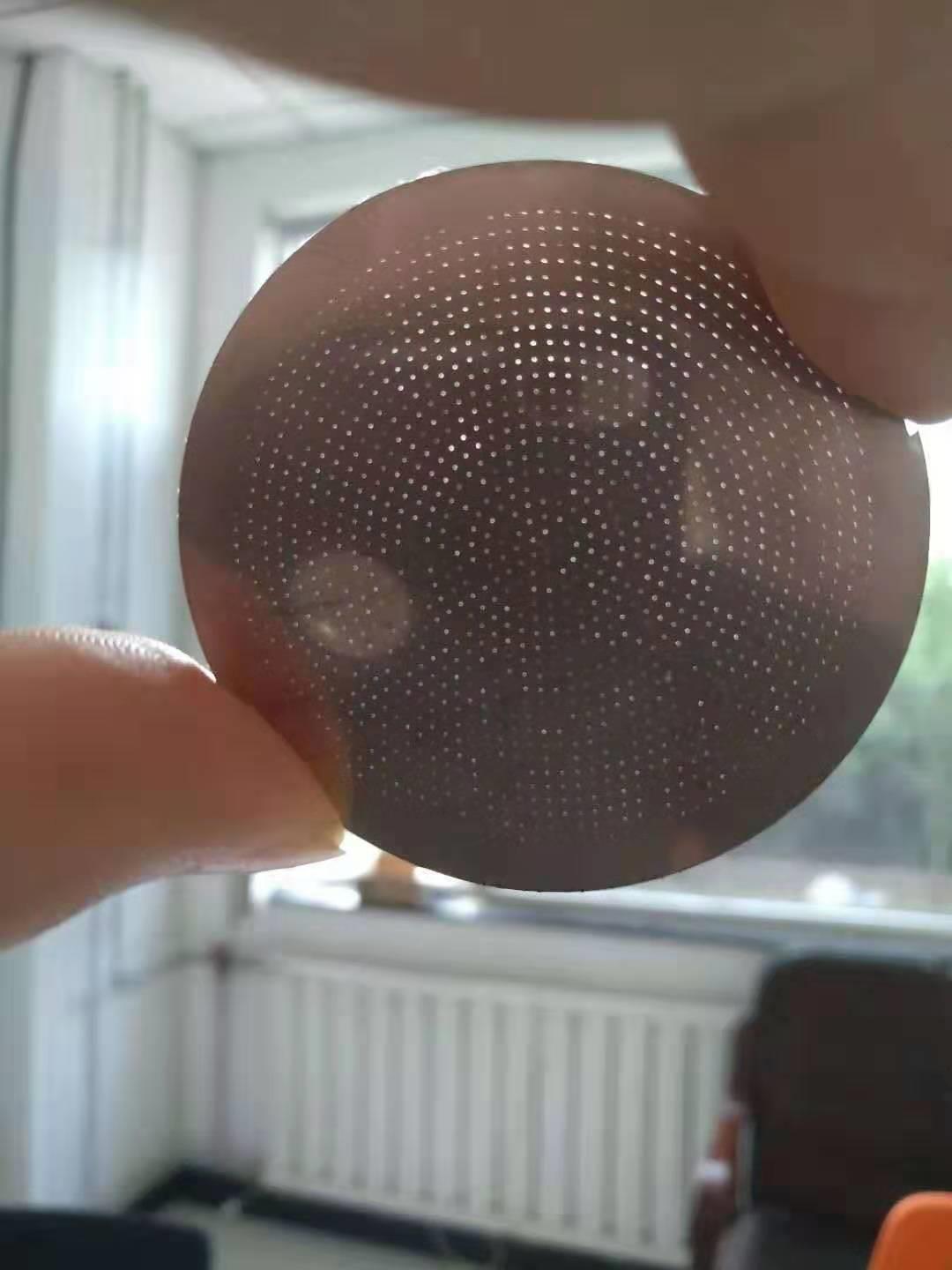
天津不锈钢毛细管小孔加工 欢迎来电洽谈
价格:面议
产品规格:
产品数量:
包装说明:
关 键 词:天津不锈钢毛细管小孔加工
行 业:加工 激光加工
发布时间:2020-02-13
激光小孔、微孔加工是利用高能激光束对材料进行瞬时作用,作用时间只有,因此激光打孔速度非常快。将高效能激光器与高精度的机床及控制系统配合,通过微处理机进行程序控制,可以实现高效率打孔。在不同的工件上激光打孔与电火花打孔及机械钻孔相比,效率提高。在管材上和一些金属材料上的激光冲孔,能做到刺。打孔的厚度可以达到2mm左右。
激光小孔、微孔加工的材料:铜 . 铝 . 玻璃 . 陶瓷 . 特殊材料加工
激光小孔微孔加工的孔径:Φ0.008--Φ1.0mm (8微米-100微米)
激光小孔微孔加工的范围:通孔 . 盲孔 . 斜孔 . 角度孔 . 异形孔 . 锥度孔 . 喇叭孔
激光小孔、微孔的特性:
1、激光打孔采用极细的激光光束聚焦后产生的高能量来进行加工。
2、激光微孔精细度高,孔径精细度可达到5um。
3、激光穿微孔热影响区域小,加工精细,成本低,易操作,无污染,可以完成一些常规方法无法实现的工艺。
4、激光打标微孔属于非接触性加工,不产生机械挤压或机械应力。
激光打孔机 优点:
1打孔速度快,效率高,经济效益好。
2可在硬、脆、软等各种材料上进行。
3无工具损耗。
4适合于数量多、高密度的群孔加工。
5可在难以加工的材料倾斜面上加工小孔。
根据小孔的尺寸范围划分为六档:
小孔:1.00~3.00(mm);
次小孔:0.40~1.00(mm);
超小孔:0.1~0.40(mm);
微孔:0.01~0.10(mm);
次微孔:0.001~0.01(mm);
超微孔:<0.001(mm)。
随着科技的越来越发达,全球化越来越普遍,激光微小孔加工是早达到实用化的激光加工技术,也是激光加工的主要应用领域之一。随着近代工业和科学技术的迅速发展,使用硬度大、熔点高的材料越来越多,而传统的加工方法已不能满足某些工艺的要求。例如,在高熔属铂板上加工微米量级孔径;在硬质碳化钨上加工几十微米的小孔;在红、蓝宝石上加工几百微米的深孔以及金刚石拉丝模具、化学纤维的喷丝头等。这一类的加工任务用常规机械加工方法很困难,有时甚至是不可能的,而用 激光钻孔则不难实现。激光束在空间和时间上高度集中,利用透镜聚焦,可以将光斑直径缩小到微米级从而获得105-1015W/cm2的激光功率密度。如此高的功率密度几乎可以在任何材料实行激光打孔,而且与其它方法如机械钻孔、电火花加工等常规打孔手段相比,具有以下显着的优点:
(1) 激光微小孔加工速度快,效率高,经济效益好。|
由于激光微小孔加工是利用功率密度为l07-109W/cm2的高能激光束对材料进行瞬时作用,作用世间只有10-3-10-5s,因此 激光钻孔速度非常快。将高效能激光器与精度的机床及控制系统配合,通过微处理,效率提高l0-1000倍。
(2) 激光微小孔加工可获得大的深径比。
在小孔加工中,深径比是衡量小孔加工难度的一个重要指标。对于用 激光钻孔来说激光束参数较其它打孔方法便于优化,所以可获得比电 火花打孔及机械钻孔大得多的深径比。一般情况下,机械钻孔和电火花打孔所获得的深径比值不超过10。
(3) 激光微小孔加工可在硬、脆、软等各类材料上进行。
高能量激光微小孔加工不受材料的硬度、刚性、强度和脆性等机械性能限制,它既适于金属材料,也适于一般难以加工的非金属材料,如红宝石石、蓝蓝宝石、陶瓷、人造金刚石和天然金刚石等。由于难加工材料大都具有高强度、高硬度、低热导率、加工易硬化、化学亲和力强等性质,因此在切削加工中阻力大、温度高、工具寿命短,表面粗糙度差、倾斜面上打孔等因素使打孔的难度更大。
公司拥有多年激光加工生产经验,有着强大的自主创新开发能力,公司主要从事激光切割 、激光焊
接、激光打孔机工艺的加工,提供相应的自动化系统技术解决方案,并有着一定的加工
历程。公司有着国内最先进的激光打孔机最小孔径可达到0.01mm±0.01,
激光打孔机 ,激光加工,打孔加工,微孔加工,细孔加工,精密孔加工,雾化嘴加工,
喷嘴加工,微孔板,航天电子等等;
激光打孔机 是利用功率密度为l07-109W/cm2的高能激光束对材料进行瞬时作用,作用时
间只有0.8-2s,因此激光打孔速度非常快。将高效能激光器与高精度的机床及控制系统配
合,通过微处理机进行程序控制,可以实现高效率激光打孔。在不同的工件上激光打孔与
电火花打孔及机械钻孔相比,效率提高l0-1000倍。
激光打孔机 主要进行金属非接触打孔,最小孔径可达到0.01mm,适合普通金属及合金(
铁、铜、铝、镁、锌等所有金属),稀有金属及合金(金、银、钛)等材料的打孔。
-/gjdjce/-