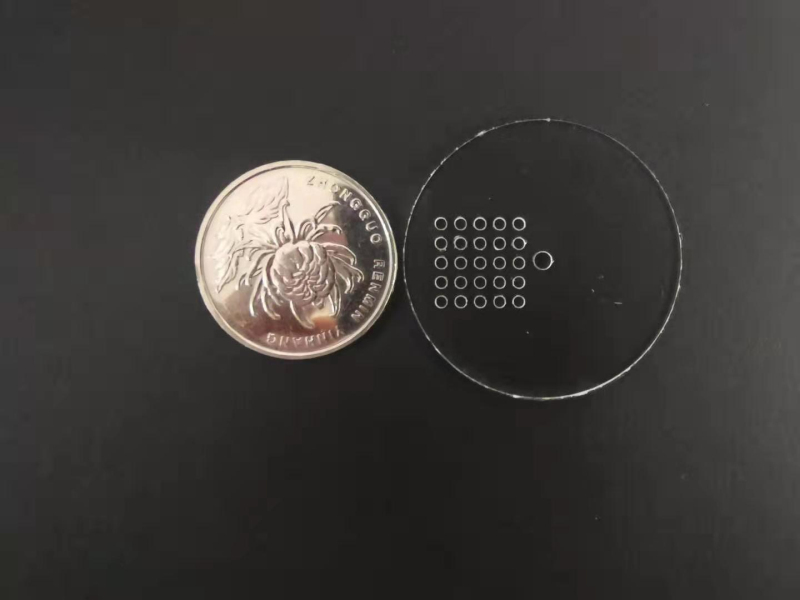
陕西高硼硅玻璃激光小孔加工 玻璃激光打孔 服务
价格:21.00起
产品规格:
产品数量:
包装说明:
关 键 词:陕西高硼硅玻璃激光小孔加工
行 业:加工 激光加工
发布时间:2020-01-29
激光加工玻璃、陶瓷和蓝宝石解决方案
玻璃,蓝宝石和陶瓷是普遍应用于微加工技术和精细加工的材料。然而,它们给传统的制造工艺带来了越来越多的挑战,这种挑战也给强大的超短脉冲激光器赢得了更多机会。
这些材料优质的属性对很多产品来说是不可或缺的:玻璃用来制作智能手机的显示屏,显示屏有着钢化的外壳 ;陶瓷坚硬,化学性质稳定,可用来制作电子零部件和电路基板,以及电气绝缘体。蓝宝石极其坚硬,耐划伤,适合用于半导体和 LED 技术。但玻璃、 陶瓷、 和蓝宝石有个共同点就是很难加工。由于它们易碎而且都是非常坚硬的材料,他们挑战着铣、 钻、 磨等传统制造工艺的极限。加工这些材料时刀具磨损快,并且需要好几个加工环节才能得到足够好的加工质量。
激光光束在坚硬、易碎的材料特别能展现出良好的效果。它们不会磨损且能聚焦到小直径。扫描振镜能灵活定位光束,能几乎满足各种形状轮廓的加工需要。超短脉冲激光器特别适合加工易碎的材料。
加工强化玻璃
智能手机的兴起加大了显示屏的重要性。智能触摸显示屏(触摸屏)已经超越了手机键盘成为主要的用户界面。典型的智能手机包括四块玻璃平板:两块在显示屏上,容纳薄膜晶体管和液晶材料;一块提供触摸功能;还有一块化学钢化玻璃盖板保护底层免于划伤,冲击损伤和脏物。由于用户想要轻便、纤薄的智能手机,更薄的玻璃面板被使用。典型的玻璃显示面板为0.3毫米厚;化学钢化玻璃盖板0.7毫米厚。这使得传统的切割工艺达到了极限。切削轮子已经不适合加工这种玻璃,因为他们都经过特殊的化学强化处理,而铣削加工则需要大量研磨和抛光上的返工工作。
绿光波长的超短脉冲激光器正好可用于这种材料的加工。皮秒脉冲能减少裂缝的产生,切割质量远远超过普通的铣削加工。激光光束多次扫过被加工材料来实现切割。速度,边缘质量和边缘的角度可以由加工策略来决定。相对于其他的激光工艺,烧蚀工艺更稳妥。当考虑进一步降低玻璃的重量和厚度时,人们可能会使用超薄玻璃。50微米厚的玻璃处理起来更微妙,对于机械加工也更敏感。事实上,这样的玻璃不用激光来加工已经是不可能了。
与传统的玻璃打孔工艺比较,激光钻孔具有如下主要特点:
?可加工圆孔、方孔、异型孔、任意曲线图形,由电脑程式化设定
?小打孔直径0.08mm,薄玻璃厚度0.1mm
?打孔速度快,精度高,稳定性好,品质好,成品率高
?操作简单、效率高、玻璃无需用水冷却
?可直接加工多种玻璃、石英等透明脆性材料
应用领域:
?太阳能光伏玻璃打孔 ?光学镜片异形切割
?手机面板按键、听筒槽打孔 ?建筑玻璃、家居玻璃
?智能电视面板打孔 ?钟表玻璃
?玻璃晶圆打孔 ?医用玻璃打孔、开槽
?玻璃管打孔、切割
产品用途
玻璃激光切割 加工不同形状图形无需更换工具 激光加工生物医学芯片器件 精密孔钻
华诺恒宇光能科技有限公司一直专注于高品质小孔加工、微孔加工、细孔加工、激光打孔、激光钻孔、精密激光...
璃激光加工设备,采用进口光纤激光器,适用于光电、平面显示、手机、半导体、医疗、家电等行业中各种玻璃的钻孔和切割,可加工通孔、盲孔、斜孔、台阶孔、方孔和其它特殊形状切割,加工速度快、精度高、崩边小、能耗低、无污染,与传统的机械方式和固体激光器钻孔相比有明显优势。可根据客户的不同需求进行定制化,满足各种玻璃加工要求。
激光设备打出的小孔孔壁规整,没有什么毛刺。质量不仅非常好,特别是在打大量同样的小孔时,还能保证多个小孔的尺寸形状统一,而且钻孔速度快,生产效率高。微电子电 路集成度不断提高,为了提高电路板布线密度,要使用多层印刷电路板,在板上钻成千上万个小孔,层间互连的微通道技术显露出越来越高的重要性。
激光微小孔加工的特点:
(1) 激光微小孔加工速度快,效率高,经济效益好。|
由于激光微小孔加工是利用功率密度为l07-109W/cm2的高能激光束对材料进行瞬时作用,作用世间只有10-3-10-5s,因此 激光钻孔速度非常快。将高效能激光器与精度的机床及控制系统配合,通过微处理,效率提高l0-1000倍。
(2) 激光微小孔加工可获得大的深径比。
在小孔加工中,深径比是衡量小孔加工难度的一个重要指标。对于用 激光钻孔来说激光束参数较其它打孔方法便于优化,所以可获得比电 火花打孔及机械钻孔大得多的深径比。一般情况下,机械钻孔和电火花打孔所获得的深径比值不超过10。
(3) 激光微小孔加工可在硬、脆、软等各类材料上进行。
高能量激光微小孔加工不受材料的硬度、刚性、强度和脆性等机械性能限制,它既适于金属材料,也适于一般难以加工的非金属材料,如红宝石石、蓝蓝宝石、陶瓷、人造金刚石和天然金刚石等。由于难加工材料大都具有高强度、高硬度、低热导率、加工易硬化、化学亲和力强等性质,因此在切削加工中阻力大、温度高、工具寿命短,表面粗糙度差、倾斜面上打孔等因素使打孔的难度更大。
-/gjdjce/-