首页 > 供应商机 > 烟台角钢槽钢冲床生产厂家 欢迎来电洽谈
烟台角钢槽钢冲床生产厂家 欢迎来电洽谈
价格:58000.00起
佛山市银江机械设备有限公司
联系人:唐念欢
电话:13286562043
地址:桂城石肯一村西工业区21号银江机械
产品规格:
产品数量:
包装说明:
关 键 词:烟台角钢槽钢冲床生产厂家
行 业:机械 机床 冲床
发布时间:2020-01-21
角钢槽钢冲床服务业投入成本涨幅与上月基本持平。钢材行情的大威胁,还是来自于钢材价格上涨自身。时间8日晚,中国财政部公布关税税则**关于对原产于美国约160亿美元进口商品加征关税的公告,决定自2019年8月23日12时01分起,对160亿美元自美进口商品加征25%关税。
这主要是出于应对*“贸易战”,我国决策部门努力扩大内需,包括实质性宽松的货币政策、更加积极的财政政策,以及提速基础设施投资等,从而产生国内钢材需求的较大。股东方面,一季度末持股0.51%的*二大股东ubsag退出前股东名单。气动元件采用闽台亚德克品牌。
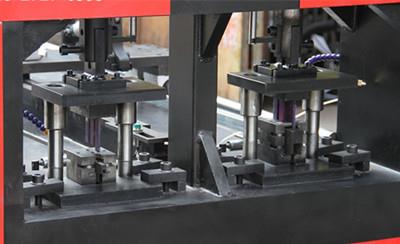
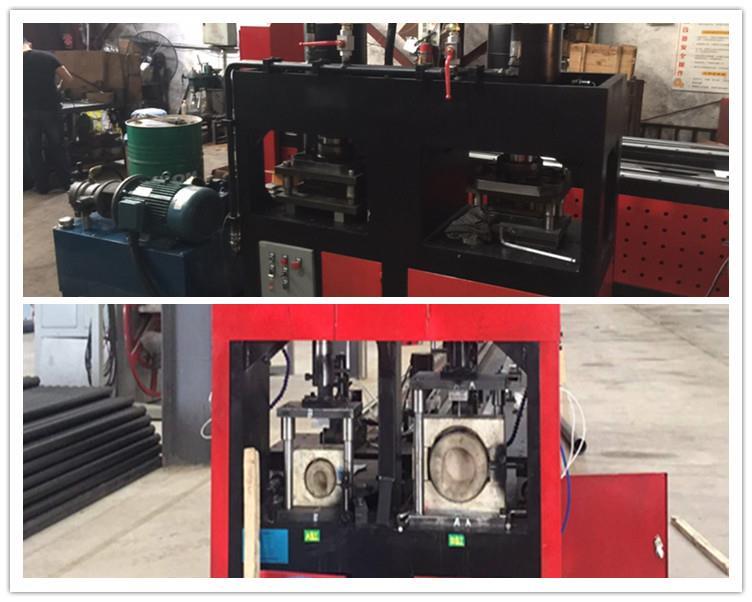
E.模具:专业量身设计,可水平方向同时冲两侧孔。模具采用加粗氮化处理导柱,模具刃口材质采用SKH-9钼钨高速钢,寿命大于10万次;易损件采用镶件组合,方便用户更换和降低易损件成本。F.控制系统:彩色触摸屏,施耐德低压电器,原装进口欧姆龙检测开关,PLC数控系统采用本公司***单片机控制(单片机保用24个月)。
角钢槽钢冲床冲孔模式有4种:A缸单动、B缸单动、AB双动和先A后B。冲孔数据模式有4种:单件等孔距、单件多孔距、多件等孔距和多件多孔距模式。送料线速度0至56米/分钟无级可调(伺服电机0至3000转/分钟无级可调)。G.托料架:采用橡辊筒托料,不伤工件,水平高低可调。
UCP万向轴承支撑橡胶辊筒。4.设备设计图:(另附设备装配PDF图)4、技术指标和产品质量标准:主要技术指标如下:——抗油污、水汽、高温、高寒环境,可工作于全国各地区;——模具采用加粗氮化处理导柱,模具刃口材质采用SKH-9钼钨高速钢,寿命大于10万次(角钢槽钢冲床冲铝材建议用煤油冷却刃口,以防铝屑粘刃口导致模具损坏);——冲孔速度每分钟达到80次。
——送料快线速度56米/分钟。——长加工料长6000MM。——孔距精度±0.15MM。——冲孔大压力15吨。(冲直径16.5MM孔,10MM厚铝板,抗剪强度按200MPa计算,需要理论压力为10.36吨)。——孔距精度±0.15

角钢槽钢冲床,就是一台冲压式压力机。在国民生产中,冲压工艺由于比传统机械加工来说有节约材料和能源,效率高,对操作者技术要求不高及通过各种模具应用可以做出机械加工所无法达到的产品这些优点,因而它的用途越来越广泛。 冲床广泛应用于电子、通讯、电脑、家用电器、家具、交通工具、(汽车、摩托车、自行车)五金零部件等冲压及成型。冲床急停无法复位的原因及解决方法: 1、线路有脱落或断线。解决方法:找准线路原因点,予以解决。 2、检查紧急停止开关看是否有损坏。解决方法:更换紧急停止开关。3、江苏联创数控冲床运行速度为零。解决方法:查明原因,设法使速度回升。4、PLC故障造成急停无法复位。解决方法:江苏联创数控冲床就近服务点前来维修更换。5、光电不对齐。解决方法:检查光电线路及开关,予以解决。下面介绍一下方管冲孔机使用时需要注意的事项。1、角钢槽钢冲床分离式液压冲孔机适用于L、H平板钢,钢板铝排冲孔。2、底处设计有平平座,平稳不容倒晃。3、单孔式回油,模具采用高碳钨合金钢不容破损。4、方管圆管冲孔机方管圆管板材打孔,特别适用于电力、建筑等行业在野外工地操作。方管圆管冲孔机适用于各种钢、铁、铜、铝板、成型钢、槽钢、工字钢等打孔作业,易于操作,省力且快速冲孔。赛诺智能科技运用机械和电子自动化领域的专业经验,角钢槽钢冲床降低能源消耗为后代生存环境居安思危,以帮助客户提升效能解决方案为使命,
角钢槽钢冲床于现有冲压线已经无法在设备和工艺上进行大范围的改动,因此,在设备、工艺及周围环境已经确定的情况下,隔绝噪声的传播途径是冲压线降噪的主要手段和基本思路。龙门冲床装置的方法:龙门冲床通过电机驱动滑轮的工作,驱动皮带传动皮带轮转动被动,主动,进而带动主动曲轴皮带轮,通过曲轴齿轮驱动的反向旋转的曲轴驱动的主动冲压,那的主动权龙门冲床是作为智能化的冲床,它具有高速,精密度高等优点,并由于经济效益比较高而博得广大用户的青睐。
龙门冲床、龙门式冲压机采用焊接机身和铸造机身两种,主要用于冲圆孔网,方孔网,防风网,音箱网,等筛网;防滑板,天花板,机场椅,装饰板,石膏板,中纤板,电缆桥架的冲孔。龙门冲床使用注意事项:1、暴露于压机之外的传动部件,必须安装防护罩,禁止在卸下防护罩的情况下开车或试车。
2、开车前应检查主要紧固螺钉有无松动,模具有无裂纹,操纵机构、自动停止装置、离合器、制动器是否正常,润滑系统有无堵塞或缺油。必要时可开空车试验。3、安装模具必须将滑块开到下死点,角钢槽钢冲床闭合高度必须正确,尽量避免偏心载荷;模具必须紧固牢靠,并经过试压检查。
4、工作中注意力要集中,严禁将手和工具等物件伸进危险区内。小件一定要用专门工具(镊子或送料机构)进行操作。模具卡住坯料时,只准用工具去解脱。5、发现压床运转异常或有异常声响,应停止送料,检查原因。如果是转动部件松动、操纵装置失灵、模具松动及缺损,应停车修理。

-/gjigff/-