石家庄一出二PVC管材挤出生产线 穿线管生产线 君尔
价格:150000.00起
产品规格:
产品数量:
包装说明:
关 键 词:石家庄一出二PVC管材挤出生产线
行 业:塑料 塑料机械 塑料挤出机
发布时间:2019-09-27
填充剂主要用***和钡(重晶石粉),***使管材表面性能好,钡可改善成型性,使管材易定型,两者可降低成本,但用量过多会影响管材性能,压力管和耐腐蚀管*好不加或少加填充剂。
硬管一般采用铅系稳定剂,其热稳定性好,常用三盐基性铅,但它本身润滑性较差,通常和润滑性好的铅、钡皂类并用。
塑料管材外表面粗糙 调整工艺温度:降低冷却水温,PE管*佳冷却水温为20~25℃;检查水路,是否存在堵塞或水压不足现象;
产品优势
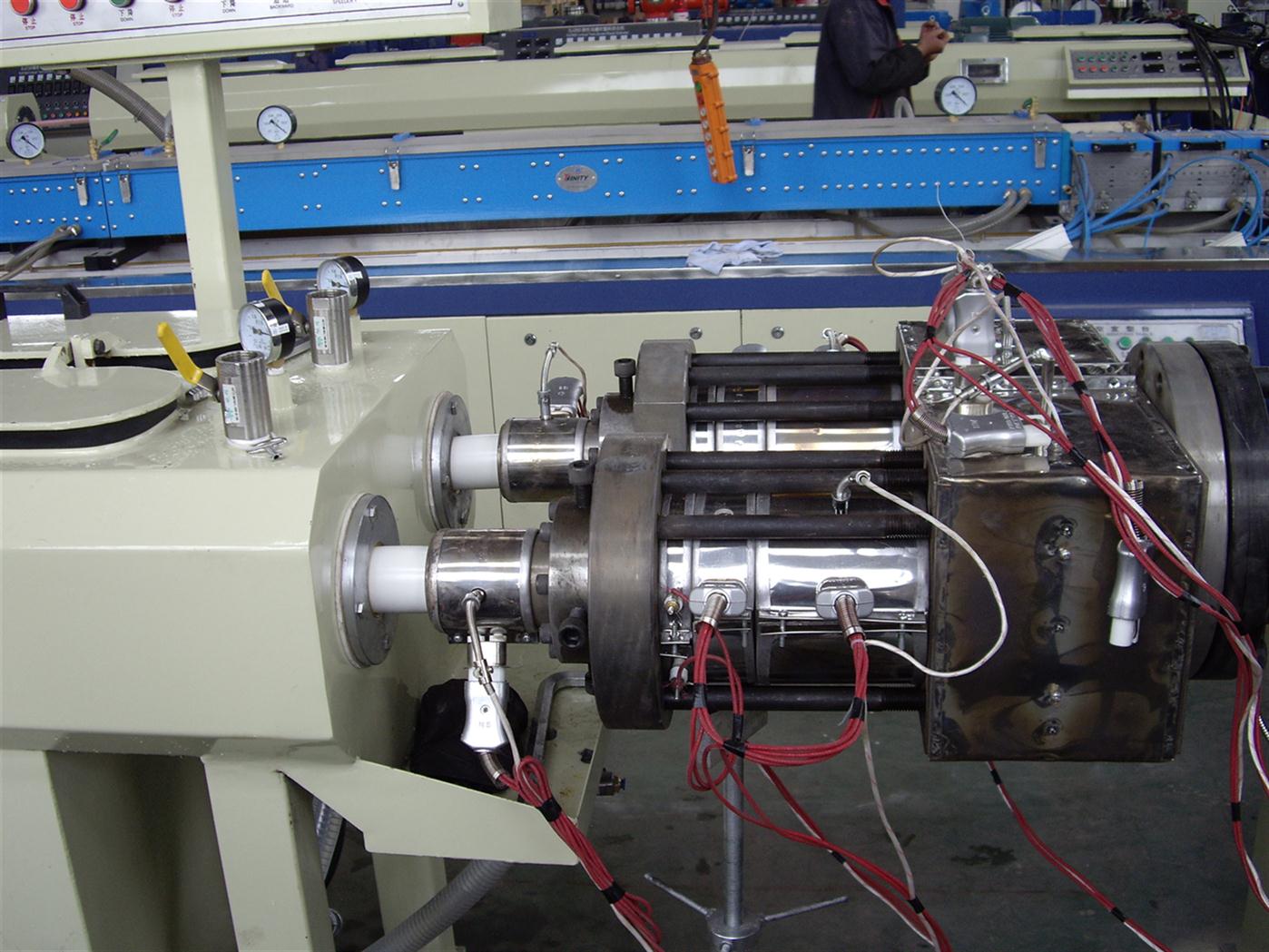
【PVC一出二穿线管生产线】基本说明 PVC管材的工艺流程 配方→高速混合→低速冷拌→锥形双螺杆挤出→真空定径、喷淋冷却→牵引→商标打印→定长切断→扩口或不扩口→检验→包装入库 【PVC一出二穿线管生产线】包装说明 挤出机部分,由于锥形螺杆的特点,加料段具有较大的直径,对物料的传热面积和剪切速度比较大,有利于物料的塑化,计量段螺杆直径小,减少了传热面积和对熔体的剪切速度,使熔体能在较低的温度下挤出。挤出模头部分。真空定型水箱为一模双腔,用于管材的定型、冷却,真空定型水箱上装有供定型和冷却的真空系统和水循环系统,不锈钢箱体,循环水喷淋冷却,真空定型水箱上装有前后移动装置和左右、高低调节手动装置。牵引机用于连续、自动地将已冷却变硬的管材从机头处引出来,变频调速。 (一)由于锥形螺杆的特点,加料段具有较大的直径,对物料的传热面积和剪切速度比较大,有利于物料的塑化,计量段螺杆直径小,减少了传热面积和对熔体的剪切速度,使熔体能在较低的温度下挤出。 (二)装有定量加料装置,使挤出量与加料量能够匹配,确保制品稳定挤出。 (三)在定量加料装置中用户应加磁性体,防止铁性杂物掉入,保护螺杆。 (四)由于螺杆呈锥形状,小端为计量段,横截面积小,轴向力较小,反之大端处空间大,能安装承受较大轴向负荷力的轴承。 (五)设置分配齿轮箱,驱动力矩通过分配齿轮箱均匀地分配给每根螺杆。 (六)机筒加热采用铸铝电加热器,使用寿命长,装拆方便。 (七)机筒冷却采用强力风冷,温度波动小。 (八)采用交流变频调速装置使主电机无级调速,转速稳定,调速方便。 (九)变频器有多种保护措施,以防止机件的损坏。
RPVC原料选择及配方
硬管生产中树脂应选用聚合度较低的SG-5型树脂,聚合度愈高,其物理力学性能及耐热性愈好,但树脂流动性差,给加工带来一定困难,所以一般选用黏度为(1.7~1.8)×10-3Pa?s的SG-5型树脂为宜。
硬管一般采用铅系稳定剂,其热稳定性好,常用三盐基性铅,但它本身润滑性较差,通常和润滑性好的铅、钡皂类并用。
加工硬管,润滑剂的选择和使用很重要,既要考虑内润滑降低分子间作用力,使熔体黏度下降有利成型,又要考虑外润滑,防止熔体与炽热的金属粘连,使制品表面光亮。
内润滑一般用金属皂类,外润滑用低熔点蜡。
填充剂主要用***和钡(重晶石粉),***使管材表面性能好,钡可改善成型性,使管材易定型,两者可降低成本,但用量过多会影响管材性能,压力管和耐腐蚀管*好不加或少加填充剂。
工艺流程
RPVC管的成型使用SG-5型PVC树脂,并加入稳定剂、润滑剂、填充剂、颜料等,这些原料经适当的处理后按配方进行捏合,若挤管采用单螺杆挤出机,还应将捏合后的粉料造成粒,再挤出成型;若采用双螺杆挤出机,可直接用粉料成型。
另外,在生产中可与上述所示流程不同,即采取粉料直接挤出管材而不进行造粒,但应注意两点:
1)其一,粉料直接挤出成型*好采用双螺杆挤出机,因粉料与粒料相比,少了一次混合剪切塑化工序,故采用双螺杆挤出机可加强剪切塑化,达到预期效果;
2)其二,因粒料比粉料密实,受热及热的传导不良,故粉料的加工温度可比相应粒料的加工温度低10℃左右为宜。
无真空 检查真空泵进水口是否堵塞,如堵塞,用针状物疏通;检查真空泵工作是否正常;
-/gbadgdb/-