

价格:面议
宏富信精密科技(北京)有限公司
联系人:杨勇
电话:13910823824
地址:北京市通州区通胡大街70号K2大厦21号506
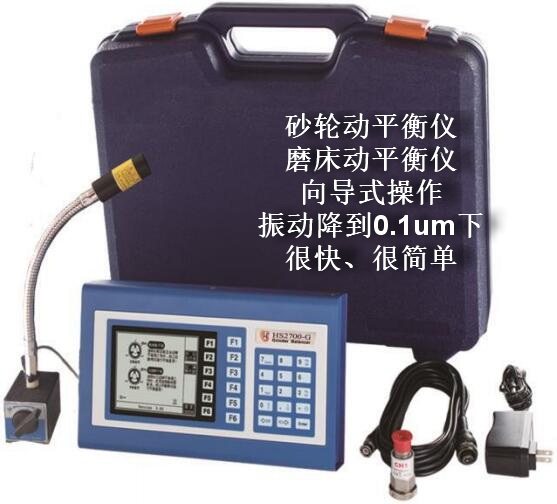
不论在立轴平面磨床上,还是在卧轴平面磨床上,其转子系统在装配过程中,都得经过严格的动平衡。 目前不论是立轴平面磨床生产过程中的转子系统动平衡还是卧轴平面磨床生产过程中的转子系统动平衡都要求动平衡精度取GO.4级。 在生产中由于动平衡设备能力的限制,对立轴平面磨床转子系统的动平衡一般都不包括砂轮卡盘。 而砂轮卡盘的几何形状通常比较复杂,加工时仅采用车铣削工序;另外为了提高砂轮卡盘的刚度,又常加有毛坯浇钢加强筋。 故立轴平面磨床砂轮卡盘常具有较大的质量不均布特性。 经多次试验测定一般在G6.4级精度上。 这说明,仅对不包括砂轮卡盘在内的转子系统,提出过高的动平衡要求(如GO.4),实际是无意义的。 实际上,多年的立轴平面磨床的生产实践、使用经验和磨削试验均表明:立轴平面磨床转子系统的不平衡量,远不及卧轴平面磨床那祥会给磨削精度造成明显的影响。我们知道直接影响立轴平面磨床磨削精度和粗糙度的主要因素是立轴平面磨床的轴向窜动。 这是因为不论是磨削精度还是粗糙度,其误差均分布在与立轴平面磨床主轴轴线相一致的垂直方向。 而立轴磨头不平衡所引起的振动,则是分布在与水平面相平行的平面内,故对立轴平面磨削精度与粗糙度无明显的危害。 综上所述,可以看到,立轴平面磨床现行的不包括砂轮卡盘在内的转子系统的动平衡精度要求是较不合理的。 因此,对没有特殊要求的立轴平面磨床来说,其动平衡精度可取得低一些。 对一些要求噪声低或精度特别高的立轴平面磨床。应该除要求对转子系统进行动平衡外还应该对砂轮卡盘进行动平衡。同时还应采用砂轮动平衡装置。