

价格:面议
0
联系人:
电话:
地址:
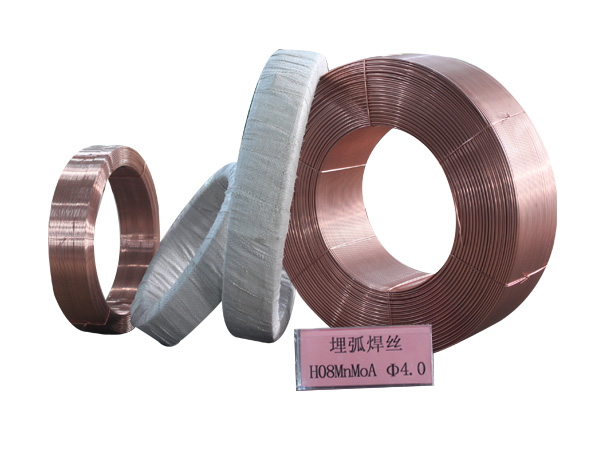
中锰中硅型焊丝,与中锰、硅的焊剂相匹配,对母材上的锈迹不敏感,焊道成型及脱渣性能优良。单、双极,交、直流焊接均可。 用途: 与熔炼型焊剂350或烧结型焊剂101配合,50千克级母材的高速焊接及填充焊接均可。 焊丝化学成分(%) P Ni Cr ≤0.030 ≤0.30 ≤0.20 熔敷金属化学成分实例(%) C Mn Si S ≤0.10 0.8~1.1 ≤0.07 ≤0.030 熔敷金属力学性能 试验项目 Rm ReL或Rp0.2 A KV2(J) 配合焊剂 (MPa) (MPa) (%) 0℃ -20℃ SJ301 415-550 ≥330 ≥22 ≥80 ≥34 HJ431 415-550 ≥330 ≥22 ≥27 — 焊丝规格 直径(mm) φ2.5 φ3.2 φ4.0 φ5.0





