

价格:5起
上海勇逸弯管有限公司
联系人:任勇
电话:13636317240
地址:上海市奉贤区神州路580号4幢1076室
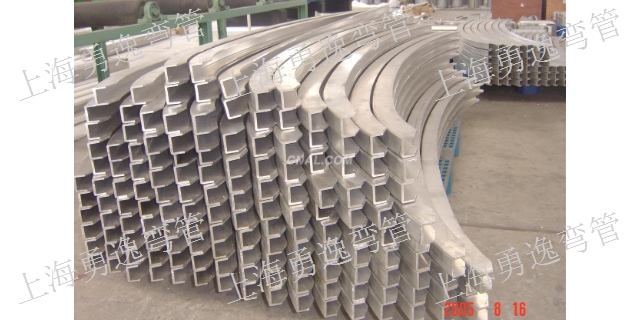
异型弯管加工方法与厚壁弯管加工特点发布者:admin点击:205因为市场的需求不同,导致管道等产品多样化,如果单一品种的产品没有办法满足市场的需求,还有异型弯管。根据异型弯管变径的大小,异型弯管是怎样成型的分为一次压制成形或多次压制成形。异型弯管的缩径成形工艺是将与异径管年夜端直径相等的管坯放入成形模中,经由过程沿管坯轴向标的目的的压制,使金属沿模腔勾当并缩短成形。扩径成形是接纳小于异径弯管年夜端直径的管坯,用内冲模沿管坯内径扩径成形。扩径工艺主要办理变径偏年夜的异径管不易经由过程缩径成形的情形,偶然根据质料和产品成形需要,将扩径与缩径的体例合并操纵。而厚壁弯管冲压一般没有切屑碎料生成,它的材料消耗是比较少的,而且它也不需要其他的加热设备。所以厚壁弯管冲压是一种省料、节能的加工方法。而且它的冲压件成本也是比较低的。使用这种方法操作的人也比较高。厚壁弯管冲压的时候因为模具保证了冲压件的尺寸与形状精度,而且它一般不破坏冲压件的表面质中频弯管量,而模具的寿命一般较长,所以冲压的质量稳定,互换性好,它还具有具有一模一样的特征。厚壁弯管冲压加工的生产效率高,而且操作起来比较方便。按弯曲时是否使用模具可以分为有模弯和无模弯。青浦区铝型材拉弯加工生产工艺
弯管加工的方法很多。按弯曲成形方式可以分为滚弯、压弯、推弯和绕弯;按弯曲时是否使用模具可以分为有模弯和无模弯;按弯曲时有无芯棒可以分为有芯弯和无芯弯;按弯曲时是否加热可以分为冷弯和热弯。近年来还出现了零半径弯曲、中频感应弯曲、热应力弯曲和激光成形弯曲等新的弯管工艺。芯棒式热推弯管是在**推制机上,在轴向推力下通过牛角芯棒,边加热边推制,使管坯产生周向扩张和轴向弯曲变形,从而将较小直径的管坯推制成较大直径的弯头。滚弯是用三个辊轮对管材进行弯曲加工的方法。不过,滚弯对弯曲半径有一定的要求,仅适用于曲率半径较大的厚壁管件,对于小半径弯曲显得无能为力。滚弯方法及工作原理与板材滚弯基本相同,只是管材滚弯所用的辊轮具有与管坯横截面形状相吻合的工作表面。弯曲时只需改变主、从辊轮间的间隔,就可以实现各种曲率半径的弯曲。其中辊轮为主动轮,其余两个为从动轮。这种方法尤其适合弯制环形或螺旋线形管件。青浦区铝型材拉弯加工生产工艺近年来还出现了零半径弯曲、中频感应弯曲、热应力弯曲和激光成形弯曲等新的弯管工艺。

使在加热圈处的钢管发生渐进式的弯曲变形。从而获得所需曲率管件。如附图2所示,钢管弯管热弯成型设备包括由底座、侧推辊轮、丝杆丝母、减速机组成,丝杆丝母7安装在底座上,在丝杆丝母上安装侧推辊轮6和侧推辊轮10,减速机8连接丝杆丝母,侧推辊轮上部安装有辊轮9。一对侧推辊轮安装在丝杆丝母上,辊轮相对。减速机8与丝杆丝母相连接传动动力到侧推辊轮,使侧推辊轮在钢管热弯成型时对钢管成型进给。权利要求1.一种钢管弯管热弯成型工艺,先将需弯曲的钢管吊放到工位上,再由推送装置把钢管推出,伸出至中频感应加热圈前,导向辊装置的两组导向辊夹紧钢管,在垂直于钢管推出方向安装有水平弯管成型进给装置,并将进给装置上的侧推辊轮调整好与管端外圆接触,中频感应加热圈对钢管加热后,推送装置再把钢管向前推出,其特征是水平弯管成型进给装置上的侧推辊轮开始垂直于钢管推出方向对钢管成型进给,侧推辊轮对钢管热弯成型的切入点到达预先计算好的成型后的坐标点之后,侧推辊轮停止对钢管的切入进给,获得所需曲率的管件。2.根据权利要求1所述的钢管弯管热弯成型工艺,其特征是中频感应加热圈对钢管加热到920士20°,推送装置向前以推进速度为45士5mm/min的速度推出。
煨制弯管具有较好的伸缩性、耐压高、阻力小等优点。因此,在施工中常被采用。弯管的主要形式有:各种角度的弯头、U形管、来回弯和弧形弯管等。来回弯是带有两个弯曲角的管件。来回弯管子弯曲端中心线间的距离叫做来回弯的高度,用字母h表示。室内采暖立支管与干管及散热器连接,管道与不在同一平面上的接点连接时,一般需采用来回弯。U形管是成正半圆形的管件。管子的两端中心线问的距离d等于两倍弯曲半径R。U形管可代替两个90°弯头,经常用来连接上下配置的两个圆翼形散热器。弧形弯管是带有三个弯曲角的管件。中间角一般成90°,侧角成135°。弧形弯管用于绕过其它管子,在有冷热水供应的卫生设备配管时,经常采用弧形弯管。弯管尺寸由管径、弯曲角度和弯曲半径三者确定。弯曲角度根据图纸和施工现场实际情况确定,然后制出样板,照样板煨制并按样板检查煨制管件弯曲角度是否符合要求。样板可用圆钢煨制,圆钢的直径根据所煨管径的大小选用,10-14mm即可。弯管的弯曲半径应按管径大小、设计要求及有关规定而定。既不能过大,也不能选得太小。因此,一般规定:热煨弯管的弯曲半径应不小于管子外径的3.5倍;冷煨弯管的弯曲半径应不小于管子外径的4倍。拥有液压拉弯机、液压**弯机、液压弯管机、带芯棒式数控弯管机。
弯管的设计过程是在钢管待弯部分套上感应圈,用机械转臂卡住管头,在感应圈中通入中频电流加热钢管,当钢管温度升高到塑性状态时,在钢管后端用机械推力推进,进行弯制,弯制出的钢管部分迅速用冷却剂冷却,边加热、边推进、边弯制、边冷却,不断将弯头弯制出来。弯管的使用在目前的生产过程中已经取得了巨大的成效,它不仅为管件的使用提供了良好的物质准备,而且在节约生产成本上发挥着不可取代的作用。一旦需要更换夹具时,程序会触发机器人系统,自动完成相关的操作。其次,法兰垫片已被密封环所代替,以确保密封面对密封面的匹配。弯管不仅具备良好的抗压能力,在不同的管道系统中还需要具备其他的优良特性。随着社会的不断发展,弯管在我们生活中应用的越来越较了,在化工、电力、能源等等工程都有使用。因此碳钢弯管只能做小口径的,如果管子规格太大,很难买到成品碳钢弯管,只能使用焊接弯头。不锈钢弯头无、不积垢,能杜绝管路的二次污染;耐各种酸碱盐溶液;与其他管材相比,浸析到水中的重金属量较少,浸析到纯净水中金属量少;产品能全部回收。 真空钢管、空压管路、汽车刹车油管、电动车液压管路、注塑机液压管路。青浦区铝型材拉弯加工生产工艺
弯胎的精度也是影响弯管质量的因素之一。青浦区铝型材拉弯加工生产工艺
弯管剩磁发生原因及对焊接质量影响,一般,将剩磁分为感应磁性和工艺磁性两种。感应磁性常发生在工厂制管的环节中,如:金属熔炼、选用电磁起重机进行装卸、钢管在强磁场中停置、用磁化法完成无损巡查、钢管挨近强力供电线放置等等。工艺磁性常发生在进行装配焊接作业及选用磁性夹持器、夹具与用直流电焊接管道时,如:长期触摸与直流电源相连的电导线,导线裸露段或许电焊钳与管子的短路等。焊接带磁性弯管时,常常会看到电弧点燃的困难、电弧焚烧稳定性的破坏、在磁场中电弧的偏离、液体金属和渣熔融体从焊接熔池中的溅出。为了稳定焊接进程,改善焊接接头质量,被磁化了的弯管在焊接前要进行消磁。针对焊接前的消磁,确定弯管剩磁的大小和方向;挑选消磁的方法、系统和技术手段;用选定的消磁方法对弯管或许焊接对接处消磁;检查通过消磁后的剩磁量,看其否满足要求。 青浦区铝型材拉弯加工生产工艺