

价格:面议
上海建泽机械技术有限公司
联系人:林秀
电话:13501686676
地址:封周路655号14幢201室J1700
MST热缩式刀柄的优势:一,材料的优势。MST刀柄由特殊的不锈钢制成,实现300°低温的(热装),刀柄不生锈,使用寿命更长。其他品牌刀具是由普通的钢材制成,加热温度要**过600°是MST刀柄的2倍以上,更容易破坏刀柄材质的原子排列顺序,使刀柄容易开裂、氧化,发黑,从而严重影响刀柄的寿命。二,热膨胀的优势。MST刀柄由特殊的不锈钢制成,热膨胀系数是其他产品的1.6倍。刀具的装、拆更加容易,持夹力更大。三,规格型号的优势。MST刀柄型号达3500种不同形状的刀柄,可以应对从重切削到高精度精加工之间,铣,钻,铰等所有的加工。通过后角的改变来增强刀具的寿命,方法是采用把后角的角度增大,这样使得刀具刃口的强度变得很低。上海建泽代理日本MST刀具线切割夹具
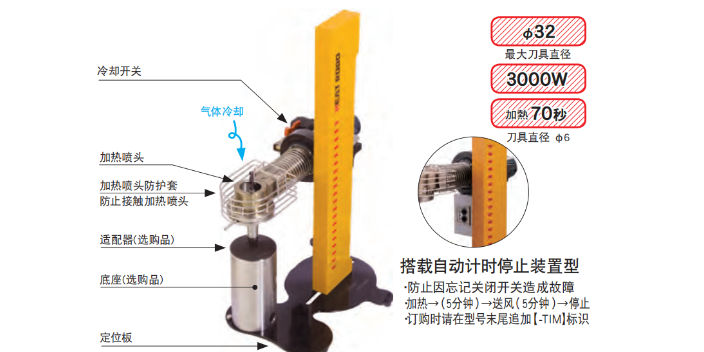
基于电磁感应的刀柄热装系统,包括感应加热线圈,触控显示单元和控制主板;感应加热线圈对通过线圈内的刀柄进行电磁感应加热;触控显示单元内部存有不同厂家不同口径刀柄所对应的默认加热参数,其将用户输入的加热参数通过串口通信的形式传输给控制主板,同时显示被加热刀柄的口径,通电频率和加热时长;控制主板为感应加热线圈通电,同时根据触控显示单元提供的加热参数设定感应加热线圈的通电频率和通电时长。本发明系统电路结构原理清晰明了,且借由对线圈的前期的仿真分析和后期大量实验,对刀柄的加热以及损伤都已达到很优,所采用的各个功能单元都较易实现,实现了热装或者换装不同的刀具时间为三秒到十五秒之间。上海建泽代理日本MST刀具90度头MST刀具可提供定制化服务,根据客户需求定制特定规格的刀具。

提高机床主轴的工作性能,并满足数控机床自动换刀的要求,设计研制的机床主轴轴端弹簧夹头必须能够很好地解决以下关键问题:圆柱刀柄与弹簧夹头接触面之间,在夹紧状态下应有足够的接触刚度。弹簧夹头中的弹簧套与机床主轴轴端锥孔接触面之间,在夹紧状态下也应有足够的接触刚度。在加工过程中机床主轴必须给刀具传递足够的切削扭矩。弹簧夹头采用螺旋夹紧机构,在夹紧刀具时除向刀具提供足够大的径向夹紧力外,还必须具备可靠的自锁性能。刀具交换装置和弹簧夹头在每次更换刀具后,应使刀具具有较高的重复定位精度。在换刀过程中具有自动清理刀柄和弹簧夹头型腔内铁屑尘渣的功能。
热装刀柄不需筒夹式刀柄夹持刀具用的螺帽和筒夹。是由本体构成的一体型。半角3°,壁厚1.5毫米是非常轻巧细长的形状,尽量避免与工件的干涉。因为可以把刀具**的长度设定到很短,因此可以进行高刚性,强力稳定的切削,无颤动,得到好质量的加工面。并且我们保证可以飞跃式的提高刀具的使用寿命。高精度等于延长刀具寿命:没有紧固用部件(螺母,筒夹等),与熟练度无关均可准确。高精度进行安装:因为不需进行夹紧程度的调整,无论是谁均可以高精度安装刀具,高精度夹持可延长刀具寿命。高耐久性:同一刀柄即使进行2,000次以上热装卸也没有发生精度退化。硬度和韧性存在着相互之间的矛盾关系,但这也是在刀具材料选择上应该避免的关键。

刀柄安装在主轴头上,刀柄在 Z 方向上有明确的机械支撑,因此,在较高转速下,不会因离心力增大而进入主轴。动平衡和同轴度:根本的错误在加工准备阶段可能已经发生,致使较小振动和安全的过程控制不可能实现。要实现稳定的 HSM 加工,按照要求对刀具和刀柄装置进行动平衡并对其同轴度进行检查是至关重要的。还必须考虑与动平衡质量有关的旋转速度极限。动平衡不好或同轴度不好的旋转刀具系统将导致:非常糟糕的表面质量;非常低的刀具使用寿命;糟糕的加工稳定性和安全性;可能损坏铣削主轴。动平衡质量对整个旋转系统的动态性能有着重要的影响MST刀具适用于各种加工中心、数控铣床和车削中心等设备。上海建泽代理日本MST刀具线切割夹具
刀具在加工塑性材料工件时,要多关注前刀面的磨损。上海建泽代理日本MST刀具线切割夹具
强力铣刀柄的工作原理:通过螺母压迫刀柄本体收缩,实现夹持刃具。适用范围:立铣刀的重切削。特点:高刚性;夹持力强,是所有夹持类刀柄中夹持力更大的。防干涉性不好;跳动精度一般,普遍在0.02mm以下,但也有厂家做到了5~10μm。要点:弹性形变是否均匀,收缩量是否足够。侧固式刀柄的原理:通过侧面固定螺丝锁紧刃具。适用范围:用于柄部削平的钻头、铣刀等粗加工。特点:结构简单,夹紧力大;但精度和通用性较差。刀柄行业仍然良莠不齐,虽说刀柄的精度也在不断提高,刀柄品牌在逐渐增多,这为用户提供了更多选择。但是,相当一部分用户对于刀柄的重要程度仍然认识不足:过于重视初期成本,而忽视了好品质刀柄可带来的加工效率、加工质量的提升,倾向于选择更廉价刀柄,而非更好品质刀柄,结果反而导致很终加工成本更高,进而制约企业的发展。上海建泽代理日本MST刀具线切割夹具