

价格:面议
广东米克智能科技有限公司
联系人:吴泽昊
电话:18944769419
地址:广东省东莞市大朗镇白云前南四街3号101室
在批量生产中,采用多轴加工工艺无疑是一种可以大幅提高生产率和降低生产成本的有效方法。这种方法既适用于车削加工,也适用于铣削加工。如果能够把车铣两种工艺集中到一台机床上,只用一道工序即可把工件加工完毕,其优点则将更为明显。在这种情况下,由于工件换装的工序可以省去,所以加工精度得到提高;同时,由于可以省去更换设备所需的时间,因此加工时间得以大幅缩短。现代化的加工中心只有在使用相应*的夹紧装置的条件下,才能以其较高的切削和进给速度,使较高的加速度和较高的主轴转速真正达到较高的生产效率。夹具可以在很大程度上影响着刀具换装时间和上料时间。而在这段时间里机器是处于停机状态的。因夹具所限而发生的时间,有时候还有很多潜力有待挖掘。通过双主轴的结合可以较大缩短生产的切换时间,提高生产的响应速度。丽水立式46型双主轴数控车床现货直发
车床双主轴同步装夹的作用:1. 旋转功能,双主轴同步装夹技术可以实现在同一工件上分别进行正反面的加工,不再需要工件的重新夹紧,因此减少了夹紧误差,提高了加工精度。2. 提高生产效率,双主轴同步装夹技术可以实现自动化生产,大幅提高加工效率。另外,双主轴可以同时加工,且工件可以在同一台设备上完成,*拆卸和重新插入工件,可以减少因换工件、换设备等带来的时间浪费,提高生产效率。3. 减少人力成本,传统的单主轴车床需要工人手动调整工件,比较繁琐且费时。而双主轴同步装夹技术则实现了自动化生产,减少了对工人的要求和依赖,有效降低了人力成本。嘉兴高速46型双主轴数控车床型号高度集成化的布局,使得车床在加工时更加紧凑、快速,提高工作效率。

双主轴加工中心是欧洲机床企业应汽车制造业的要求开发的新产品,可以同时加工二个工件,成倍提高了加工效率。欧洲主要机床企业都开发了此类产品,形式各异,基本上都在3轴控制以上,较多的达到6轴控制,五轴联动。双轴车铣加工中心可以同时在5个面上对预成形工件进行综合加工。对此,加工中心上的3个线性轴同时处于工件上,加工中心还设有一个可旋转90°的回转台,回转台上以266mm的间距分别设有2个传动轴。传动轴的较大转速可以达到5000r/min,扭矩为80Nm,夹紧力为800Nm。所加工的工件的较大直径为150mm。位于工件一侧的主轴在车削加工时进行旋转,而在铣削和钻孔加工时,则与回旋轴一起负责定位。两个铣轴带有HSK-A63型支座,主轴通过法兰盘与AC电机直接连接,由此,力矩较大可以达到140Nm,转速可以达到10500、12000或15000r/min。当转速达到20000r/min以上时,主轴也可以被用作驱动轴。
双主轴数控车床的优势:1、自在放下,能解决360度任意角度的准确定位及放料,包括放料前的翻转、打废料、侧挂及斜放等,都能做到从容应对。2、随意连接,双主轴数控车床的手臂铅锤上下运动能适应不同吨位大小冲床的台面连线落差,适配于市面上所有类型的机床设备:齿轮冲床、气动冲床、油压机,并做到无论吨位大小,机台高低,都可随意连接,实现设备的自由组合。同时,智能运动控制卡能预存100组产品的生产工艺信息,随时方便切换,哪里有需要,随时“调岗”连线。双主轴的优势使其在现代化生产中,成为生产线的主要46型双主轴数控车床之一。
双主轴走心式数控车床属于计算机型机床。该机床是一种相对先进的生产和加工机器。其起源于德国和瑞士用于特殊工业的加工需求。随着工业化步伐的不断推进,它后来发展成为民用加工。本文将简单介绍数控走心车床的发展史和其设计优势。现在的双主轴走心式数控车床刀具不需要旋转切换刀具,只要上下左右移动道具即可,通过主轴的旋转移动从而实现对零件的加工,而且可以多次送料。所以和传统的车床相比,数控走心车床可以通过中心导套的方式,使得生产出来的产品的精密度更高,从而实现了细长轴类零件加工有着更大的优势。46型车床具备*的切削技术,推动行业技术的不断进步。绍兴重型46型双主轴数控车床哪家好
46型车床通过集成物联网技术,实现了智能监控与远程维护的*管理。丽水立式46型双主轴数控车床现货直发
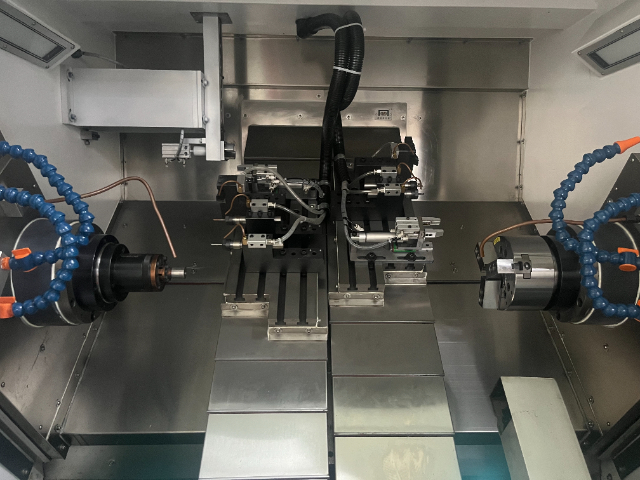
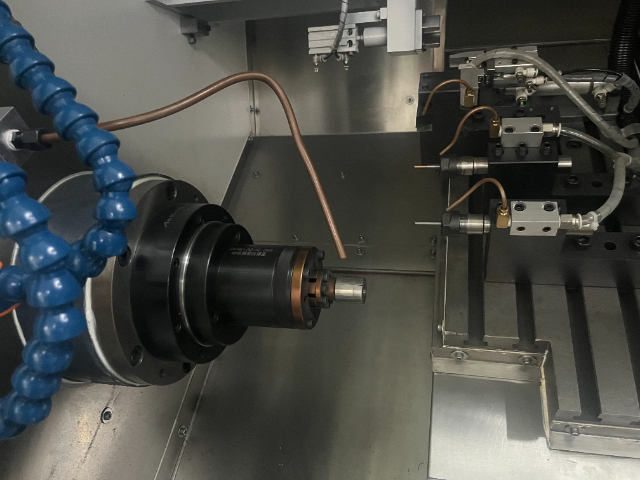
双主轴数控车床其结构形式是双主轴平行对置排列,排刀架固定于机床中部。双主轴可单独编写程序进行X轴、Z轴移动,实现主轴与副主轴夹持工件的自动交换。解决了工件在一次装夹下的夹持端二道工序的加工问题。具有换刀速度快、定位精度高、生产效率高、节省人工、高性价比等特点。同时,机床上可以集成如振动盘车各种形式的自动上下料机构,实现无人化自动加工。机床合二为一,节省了占地面积。双主轴对接机床,一种结合了精密加工和*生产的现代机床设备,正在改变制造业的面貌。丽水立式46型双主轴数控车床现货直发