

价格:面议
东莞市志远超硬材料有限公司
联系人:张经理
电话:13713408588
地址:东莞市大朗镇犀牛陂村元岗路一区八巷23号A区
选择合适的树脂金刚石砂轮以适应不同硬度和材料的加工需求,可以从以下几个方面进行考虑:了解加工材料:首先要明确需要加工的材料类型,包括其硬度、韧性、脆性等特性。不同的材料需要不同类型的砂轮进行加工。确定加工要求:根据加工要求,如加工精度、表面粗糙度、加工效率等,选择适合的砂轮类型。例如,对于需要高精度加工的工件,应选择粒度较细的砂轮;对于需要*率加工的工件,则可能需要选择粒度较粗的砂轮。砂轮粒度选择:砂轮粒度决定了砂轮表面的粗糙度。一般来说,表面粗糙度要求越低,粒度越细。在加工过程中,应根据磨削余量合理选择砂轮粒度。浓度选择:浓度是指砂轮工作层中单位体积金刚石或CBN的含量。对于树脂结合剂的砂轮,浓度通常在75-100之间。过高的浓度可能无意义,因为树脂粘结剂本身的持力较弱。砂轮硬度选择:砂轮硬度是指砂轮抵抗磨粒脱落的能力。不同硬度的砂轮适用于不同硬度的工件。砂轮的自锐性特点,使其在磨削时发热量小,避免工件烧伤。安徽磨钨钢树脂金刚石砂轮生产厂家
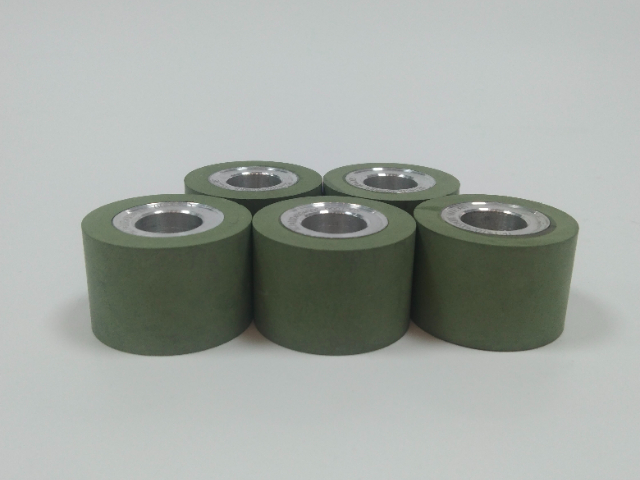
针对不同形状和尺寸的工件,树脂金刚石砂轮确实可能需要进行定制生产。虽然市场上有一些标准化的砂轮型号可供选择,但工件的多样性和特殊性往往要求砂轮具有特定的形状、尺寸和性能。定制生产的砂轮可以根据工件的具体要求,如形状、尺寸、材料特性、加工精度和表面质量等,进行精确的设计和制造。这包括砂轮的直径、厚度、孔径、形状(如平面、碗形、杯形、蝶形等)、粒度、浓度、硬度和结合剂等参数的定制。通过定制生产,可以确保砂轮与工件和加工设备的**匹配,从而提高加工效率、加工精度和工件质量。此外,定制生产的砂轮还可以针对特定的加工条件和工艺进行优化,以满足特定的加工需求。因此,在面对不同形状和尺寸的工件时,选择定制生产树脂金刚石砂轮是一个明智的决策,可以确保加工过程的顺利进行和工件的高质量完成。江西铸铁烧结树脂金刚石砂轮定做树脂金刚石砂轮,磨削过程平稳,减少噪音污染。

树脂金刚石砂轮相比其他材质的砂轮(如陶瓷、金属结合剂砂轮)在多个方面展现出主要优势,具体如下:良好的自锐性:树脂结合剂对金刚石磨粒的把持力适中,允许磨粒在磨削过程中适时脱落和更新,从而保持砂轮的锋利性。这种自锐性减少了磨削力和磨削热,提高了磨削效率和加工质量。优异的加工性能:树脂金刚石砂轮特别适用于加工高而硬的合金、非金属材料以及需要高精度和高表面质量的场合。它们能够提供*的磨削和抛光效果,满足精密加工的需求。良好的弹性和韧性:树脂结合剂赋予砂轮一定的弹性和韧性,使其能够适应复杂的加工表面,改善工件表面的粗糙度,并减少加工过程中的振动和噪声。较低的磨削温度:树脂金刚石砂轮在磨削过程中发热量较小,不易造成工件烧伤,有利于保护工件表面质量。易于修整:树脂金刚石砂轮相对容易进行修整,以保持其良好的加工性能和形状精度。这有助于延长砂轮的使用寿命并提高加工效率。生产周期短:树脂金刚石砂轮是低温固化,其生产周期相对较短,设备和供应流程较为简单,能够快速响应市场需求。
树脂金刚石砂轮确实可以用于加工硬质合金、陶瓷等难加工材料,并且效果良好。对于硬质合金而言,树脂金刚石砂轮因其锋利的切削刃和较高的磨削效率,被很多用于硬质合金的磨削加工中。树脂结合剂对金刚石磨料的把持力适中,使得金刚石磨料在磨削过程中易于脱粒,从而保持砂轮的锋利性和磨削效率。此外,树脂金刚石砂轮还具有一定的弹性和自锐性,有助于改善工件表面的粗糙度,并减少烧伤工件的风险。对于陶瓷等脆性材料而言,虽然其硬度高、加工难度大,但树脂金刚石砂轮同样能够胜任。在加工过程中,树脂金刚石砂轮能够保持较高的切削效率和较好的形状保持性,从而实现对陶瓷材料的精确加工。树脂金刚石砂轮,硬如钻石,锋利无比,专为高难度加工而生。
树脂金刚石砂轮确实可以用于加工硬质合金、陶瓷等难加工材料,并且效果良好。对于硬质合金而言,树脂金刚石砂轮因其锋利的切削刃和较高的磨削效率,被很多用于硬质合金的磨削加工中。树脂结合剂对金刚石磨料的把持力适中,使得金刚石磨料在磨削过程中易于脱粒,从而保持砂轮的锋利性和磨削效率。此外,树脂金刚石砂轮还具有一定的弹性和自锐性,有助于改善工件表面的粗糙度,并减少烧伤工件的风险。对于陶瓷等脆性材料而言,虽然其硬度高、加工难度大,但树脂金刚石砂轮同样能够胜任。在加工过程中,树脂金刚石砂轮能够保持较高的切削效率和较好的形状保持性,从而实现对陶瓷材料的精确加工。同时,通过选择合适的砂轮参数和加工条件,还可以进一步优化加工效果,提高工件的表面质量和加工精度。砂轮的耐磨性与结合剂的配方密切相关,优化配方可提升性能。安徽磨钨钢树脂金刚石砂轮生产厂家
*的切削能力,缩短加工周期,提高生产效率。安徽磨钨钢树脂金刚石砂轮生产厂家
树脂金刚石砂轮确实支持干磨和湿磨两种加工方式。在选择哪种方式更适合时,需要综合考虑多个因素。干磨方式通常在没有使用切削液或冷却液的情况下进行。它的优点包括简化了加工过程,减少了切削液的成本和废水处理的负担。然而,干磨过程中产生的摩擦热较高,可能导致砂轮和工件的温度升高,进而加速砂轮的磨损,甚至引起工件的热变形或烧伤。因此,干磨方式更适用于那些对加工环境有特殊要求(如不允许使用切削液)或加工材料不易受热影响的场景。湿磨方式则在切削液或冷却液的存在下进行。切削液能够明显降低加工温度,减少砂轮和工件的磨损,从而提高加工精度和表面质量。此外,切削液还起到润滑和清洁的作用,有助于减少砂轮堵塞和磨粒脱落的风险,提高加工效率和砂轮的使用寿命。因此,湿磨方式通常更适合大多数加工场景,特别是加工难加工材料或需要高精度和高表面质量的加工任务。哪种方式更适合?这主要取决于具体的加工需求和条件。如果加工任务对精度和表面质量要求较高,或者加工材料容易产生热量或磨损,那么湿磨方式通常更适合。它能够有效降低加工温度,减少磨损,提高加工质量和效率。安徽磨钨钢树脂金刚石砂轮生产厂家