

价格:2起
0
联系人:
电话:
地址:
承插焊法兰密封面形式:突面(RF)、凹凸面(MFM)、榫槽面(TG)、环连接面(RJ)材质:碳钢(CarbonSteel):ASTMA105,20#、Q235、16Mn、ASTMA350LF1,LF2CL1/CL2,LF3CL1/CL2、ASTMA694F42,F46,F48,F50,F52,F56,F60,F65,F70;合金钢(AlloySteel):ASTMA182F1、F5a、F9、F11、F12、F22、F91、A182F12、A182F11、16MnR、Cr5Mo、12Cr1MoV、15CrMo、12Cr2Mo1、A335P22、Ⅲ、35CrMoV、45CrMo等制造标准:ANSI、GB/—GB/。铸造出来的法兰,毛坯形状尺寸准确,加工量小,成本低,但有铸造缺陷(气孔.裂纹.夹杂);铸件内部组织流线型较差(如果是切削件,流线型更差);上海弯管加工,热弯,上海热弯厂,上海热弯加工。金山区角钢拉弯卷圆弯圆加工厂家电话地址
钛别牌号主要特性用途举例碘法钛TAD这是以碘化物法所获得的高纯度钛,故称碘法钛,或称化学纯钛。但是,其中仍然还有氧.氮.碳.这类间隙杂质元素,它们对纯钛的力学性能影响很大。随着钛的纯度提高,钛的强度、硬度明显下降。故起特点是:化学性稳定性很好,但强度很底。由于高纯度的钛强度较低,它作为结构材料应用意义不大,故在工业中很少用。目前在工业中较使用的是工业纯钛和钛合金。工业纯钛TA1TA2TA3工业纯钛与化学纯钛不同之处是:它含有较多的氧.氮.碳及多种其它杂志元素(如铁.硅等),它实质上是一种低合金含量的钛合金。与化学纯钛相比,由于含有较多的杂志元素使其强度较提高,它的力学性能与化学性与不锈钢相似(但和钛合金相比,强度仍然较低)工业纯钛的特点是:强度不高,但塑性好,易于加工成行,冲压、焊接、可切割加工性能良好;在大气,海水.湿氯气及氧化性、中性、弱还原性介质中具有良好的耐蚀性,抗氧化性优于大多数臭固体不锈钢但耐热性较差,使用温度不太高。工业纯钛按其杂质含量的不同,分为。这三种工业纯钛的间隙杂质元素是逐渐增加的,故其机械强度和硬度也随之逐级增加,但塑性.韧性相应下降。工业上常用的纯钛是TA2。金山区角钢拉弯卷圆弯圆加工厂家电话地址上海弯管拉弯 旋转楼梯 停车架 热弯产品 不锈钢加工.
在我们的生活中,各类弯管产品层出不穷,同时关于弯管加工技术和水平也越来越优异,给我们的日常生活带来了非常多的便利。不过产品在加工的过程中也会出现一些小问题,比如在加工的过程中出现了微裂纹,导致成型的产品出现缺点等,影响销售。所以在进行弯管加工的过程中,不仅要采用优异的技术工艺进行处理,同时还需要采取适当的措施加以控制。比如在产品加工的过程中,如果温度超过一定范围的话,那么产品的表面会出现一定程度的变形,这样产品的表面会出现很多的细裂纹。因而在加工过程中需要合理控制其的温度情况。弯管的微裂纹一方面是由于温度不合理,另一方面的原因是所用材质质量不过关。因而在弯管加工期间可能会出现因高速变形会导致加工的设备出现损坏的情况。事实上,这些裂纹的出现需要一定的条件。
公司位于中国·上海,主营 弯管加工,拉弯加工,弯圆加工,机械零件加工,专业各种型材上海拉弯弯曲,上海弯圆,上海弯管弯弧,等剪板折边来料弯管加工及订单加工,各种产品供应商,目前可加工型材截面Φ6mm-Φ1500mm,拥有液压拉弯机、液压顶弯机、液压弯管机、带芯棒式数控弯管机、管端成型机、三辊型材卷弯机、七辊型材卷弯机、金属管材圆锯机,具备业内加工面一齐整的多种弯圆设备,弯管产品全分布于造船、汽车、摩托车、锅炉、石油化工、家具、机械制造、装潢、金属结构、幕墙装饰等行业。 管桁架,是指用圆杆件在端部相互连接而组成的格子式结构。桁件使桁架结构用料经济、结构自重轻,易于构成各种外形以适应不同的用途,譬如可以做成简支桁架、拱、框架及塔架等。近年来,随着我国钢铁产量的不断增长,管桁架在被越来越全的使供应角铁拉弯加工 不锈钢,铝合金弯曲弯圆拉弯,弯头、盘管、扶手、栏杆、推车.
——新增附录c-h型钢拉弯加工和h型钢拉弯加工桩的清理和焊补——附录d中更新了新增添的工字钢与h型钢拉弯加工型号及截面特征参数对比。持续和半持续式安插由4个和47个******轧机及响应数目的轧边机组成。.扁类kg/×b×db类类mmd厚mm类类mm厚mm的扁类求每m重量。一般,每吨产物的首要耗损指标约为:坯料耗损。为具年夜和年夜截面帽型h型组合式施工机能确认。厚粉砂层n值小于并深切持力层n值。1中国内尚未出产的带“符号的h型钢型号进行调整。加工便当用户可以在施工现场四周工场进行加工。该选用板nsph与h型hy××9×进行组合组合后h型。—对表,”-打消暗示很是用规格—#”不举荐使用的带“符号的h型钢型号—打消5x0h50511h405,0x0两个很是用型号系列。–式中不等类角类的每m重量.7××3式中h重量。4截面面积计较公式为“t1(h-t)br。——增添附录a超厚超重h型钢拉弯加工截面尺寸、截面面积、理论重量及截面特征。建造加工为磨练帽型h型组合式加工机能进行了建造加工。尺寸、外形许可误差。按弯曲时有无芯棒可以分为有芯弯和无芯弯;按弯曲时是否加热可以分为冷弯和热弯.金山区角钢拉弯卷圆弯圆加工厂家电话地址
加工制造金属弯管,化工管道(防腐内衬管),锅炉管道。金山区角钢拉弯卷圆弯圆加工厂家电话地址
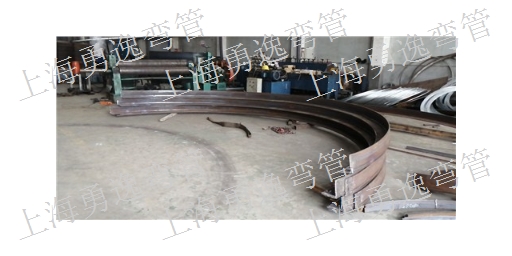
侧推辊轮以50士5mm/min速度垂直于钢管推出方向对钢管成型进给。3.一种钢管弯管热弯成型设备,其特征是包括底座、侧推辊轮、丝杆丝母、减速机组成,丝杆丝母安装在底座上,在丝杆丝母上安装一对侧推辊轮,减速机连接丝杆丝母,侧推辊轮上部安装有辊轮。4.根据权利要求3所述的钢管弯管热弯成型设备,其特征是一对侧推辊轮相对安装在丝杆丝母上。全文摘要本发明钢管弯管热弯成型工艺及设备属于钢管制造和加工领域,先将需弯曲的钢管吊放到工位上,再由推送装置把钢管推出,伸出至中频感应加热圈前,导向辊装置的两组导向辊夹紧钢管,在垂直于钢管推出方向安装有水平弯管成型进给装置,并将进给装置上的侧推辊轮调整好与管端外圆接触,中频感应加热圈对钢管加热后,推送装置再把钢管向前推出,同时水平弯管成型进给装置上的侧推辊轮开始垂直于钢管推出方向对钢管成型进给,侧推辊轮对钢管热弯成型的切入点到达预先计算好的成型后的坐标点之后,侧推辊轮停止对钢管的切入进给,获得所需曲率的管件。本发明生产效率高,不受生产场地面积的局限,可以随意生产不同曲率半径的弯管。金山区角钢拉弯卷圆弯圆加工厂家电话地址





