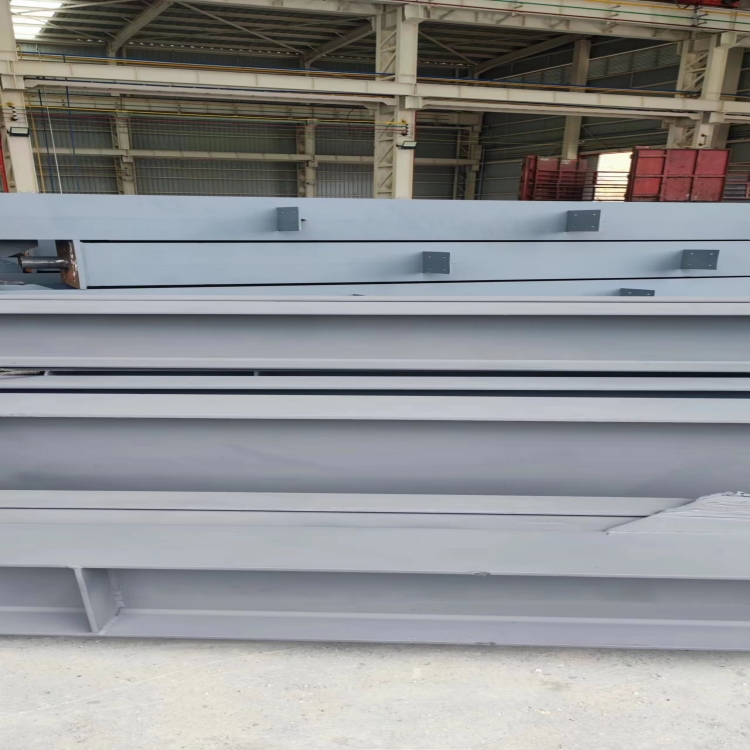
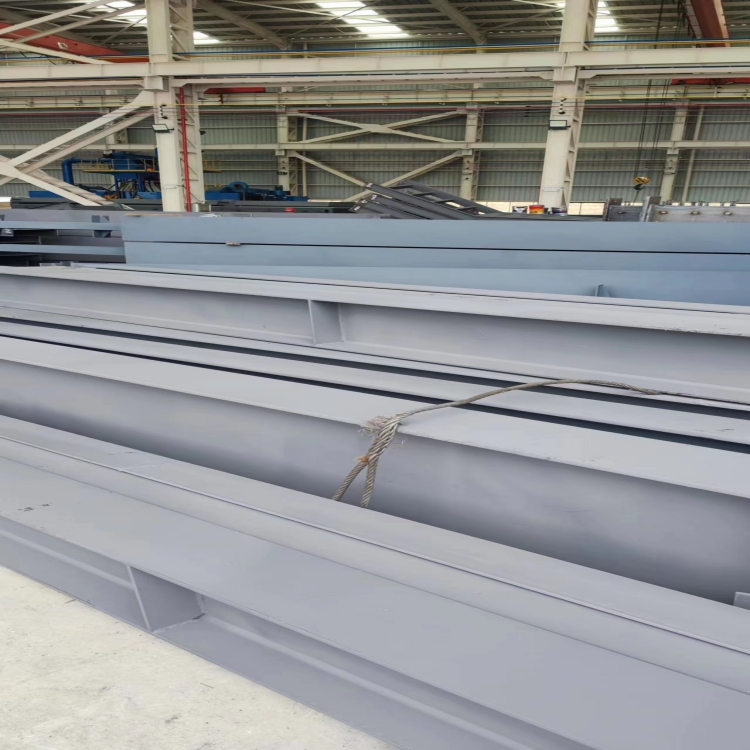
楚雄钢结构加工厂家 钢结构加工设计 机械加工用
价格:0.00起
产品规格:
产品数量:
包装说明:
关 键 词:楚雄钢结构加工厂家
行 业:钢铁 建筑钢材 不锈钢管
发布时间:2024-03-15
钢结构加工的上岗操作人员应进行培训和考核,工种应进行确认,充分做好各项工序的技术交底工作。
放样
放样是根据产品施工详图或零、部件图样要求的形状和尺寸,按照1:1的比例把产品或零、部件的实形画在放样台或平板上,求取实长并制成样板的过程。对比较复杂的壳体零、部件,还需要作图展开。放样的步骤如下:
(1)仔细阅读图纸,并对图纸进行核对。
(2)准备放样需要的工具,包括:钢尺、石笔、粉线、划针、圆规、铁皮剪刀等。
(3)准备好做样板和样杆的材料,一般采用薄铁片和小扁钢。可先刷上防锈油漆。
(4)放样以1:1的比例在样板台上弹出大样。当大样尺寸过大时,可分段弹出,尺寸划法应避免偏差累积。
(5)先以构件某一水平线和垂直线为基准,弹出十字线;然后据此逐一划出其他各个点和线,并标注尺寸。
(6)放样过程中,应及时与技术部门协调;放样结束,应对照图纸进行自查;后应根据样板编号编写构件号料明细表。
在钻孔方面,事前未会审图纸,在该开单排孔的地方,开了双排孔,结果未补孔就留存在构件上。如柱与牛腿连接处的H型钢为双排孔,而大梁与次梁相同规格的H型钢为单排孔,但开孔时都开了双排孔,安装后影响了强度和外观质量。
减少焊接热变形的操作方法:(1)夹具固定法:用刚性很大的夹具夹紧组合焊件,用强制力控制变形,然后进行焊接,这种方法称夹具固定法。
焊接时焊件内部产生的膨胀力和收缩力,被夹具的作用力所限制,可明显地减少变形。但此种方法焊件内部存在较大的内应力,对要求焊件内应力较小的构件,不宜采用此法。(2)反变形法:构件在焊接前,应根据被焊金属构件情况判断。在焊后冷却时,发生变形的方向和收缩量,将焊件预先向相反方向弯曲或斜置,焊接后由于本身收缩变形,恰好恢复到预定的形状位置。即可达到防止焊接变形与减少焊接应力的目的。(3)采用定位控制法:构件在焊接前,用许多焊点将焊接部位或四周定位,还可在焊缝两侧压以重物,这种方法称定位控制法。(4)焊接顺序法:正确安排焊接顺序,是防止焊接变形的有效方法。焊接变形的规律是道焊缝引起的变形大,每道焊缝引起的变形量,一般不能相互抵消,后的变形方向,总和先焊的焊缝引起的变形方向相一致。

构件出厂时,钢柱、钢梁的中心线标记未标示,相当普遍,给安装施工矫正检测带来困难。
翼腹板拼接长度不符合要求。如翼板拼接长度不应小于翼板宽度的,翼缘板与腹板拼接焊缝应错开200mm以上,腹板拼接长度不小于600mm。但实际往往未达到上述要求。

总装过程中,钢柱牛腿与H型钢梁连接处上下错位,左右错位,未控制好尺寸。
除锈与油漆方面:除锈马虎,未达到等级要求,油漆不久就出现返锈、剥落;漆膜厚度不均匀,阳面厚度普遍**厚,可达250μm,但阴面往往在90μm左右(室内漆膜厚度规定为125μm);油漆前杂质未干净,污物多,高低不平,流挂现象较普遍。