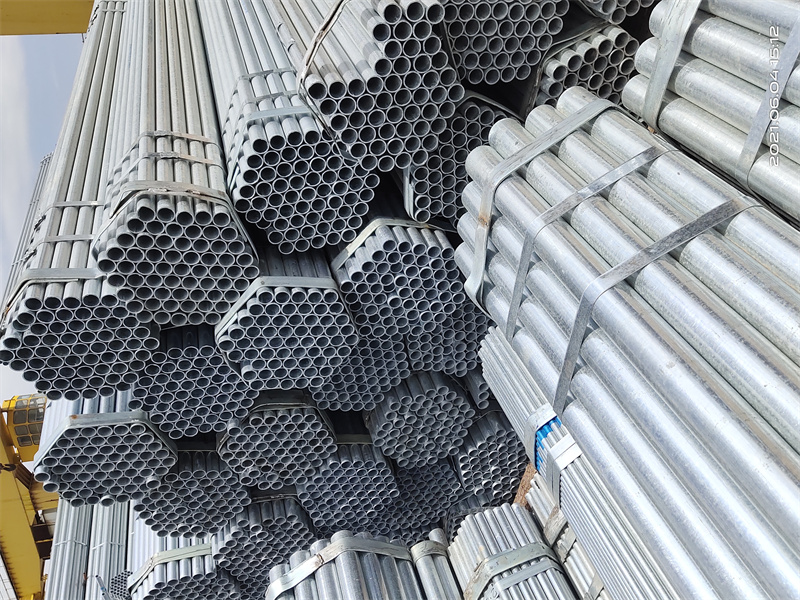
薄壁镀锌管_遵义镀锌管价格_热镀锌管加工
价格:3200.00起
产品规格:
产品数量:
包装说明:
关 键 词:遵义镀锌管价格
行 业:建材 金属建材 钢材
发布时间:2023-12-30
热镀锌管是使熔融金属与铁基体反应而产生合金层,从而使基体和镀层二者相结合。热镀锌是先将钢管进行酸洗,为了去除钢管表面的氧化铁,酸洗后,通过或氯化锌水溶液或和氯化锌混合水溶液槽中进行清洗,然后送入热浸镀槽中。热镀锌具有镀层均匀,附着力强,使用寿命长等优点。热镀锌钢管基体与熔融的镀液发生复杂的物理、化学反应,形成耐腐蚀的结构紧密的锌一铁合金层。合金层与纯锌层、钢管基体融为一体,故其耐腐蚀能力强。
镀锌管通过硫酸盐镀锌优点是电流效率高达 ,沉积速率快,这是其他镀锌工艺无可比拟的。由于镀层结晶不够细致,分散能力与深镀能力较差,因而只适于几何形状简单的管材与线材等电镀。硫酸盐电镀锌铁合金工艺对传统的硫酸盐镀锌工艺进行优化,只保留了主盐,其余组分均舍弃。在组成新工艺配方中又加入适量铁盐,使原来的单金属镀层形成锌铁合金镀层。工艺的重组,不仅发扬了原工艺电流效率高、沉积速率快的优点,还使分散能力与深镀能力得到很大改善,过去复杂件不能镀,现在简单与复杂件都能镀,而且防护性能比单金属提高3~5倍。生产实践,用于线材、管材的连续电镀,镀层晶粒比原来的更细化、更光亮,沉积速率快。2~3 min内镀层厚度达到要求。
钢管镀锌前要经过镀前处理:也即酸洗、清洗、冲洗、浸涂溶剂、烘干。 焊管由行车吊至酸洗槽中进行酸洗(每吊 2 吨左右) 。26%左右的盐酸溶液进行酸洗,为 了防止过分酸洗和酸雾挥发,在酸洗液中添加 0.5~1.0g/L 的缓蚀剂和抑雾剂,常温进行酸洗, 酸洗时间一般为 30~60 分钟,为使钢管能均匀酸洗,在酸洗过程中采用吊车将钢管起吊 2~3 次,以提高酸洗效果。当酸液浓度下降至 100g/L 时应补充或更换,含铁量达到 220~260g/L 作为废酸排放。酸洗后的钢管由行车吊至清洗槽进行清洗以去除酸洗后积聚在钢管表面的残 酸和铁盐,然后吊至冲洗台架用 0.7~0.8Mpa 的清水冲洗,待水滴干后,将钢管吊至溶剂槽中 浸涂,浸蘸时间约一分钟,溶剂采用 600~650g/L 氯化锌和 80~100g/L 以及 1~2g/L 的 OP-10 表面活性剂。为提高钢管的溶剂中预镀效果,溶剂始终保持弱碱性,然后由行车吊至 干燥炉台架进入干燥炉内烘干,烘干温度 100~130 度,时间一般为 6~10 分钟。
镀锌管螺纹及管接头
(a) 带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。螺纹应符合YB 822的规定。
(b)钢制管接头应符合YB 238的规定;可锻铸铁管接头应符合YB 230的规定。
力学性能 钢管镀锌前的力学性能应符合GB 3091的规定。
镀锌层的均匀性镀锌钢管应作镀锌层均匀性的试验。钢管试样在硫酸铜溶液中连续浸渍5次不得变红(镀铜色)。
冷弯曲试验公称口径不大于50mm的镀锌钢管应作冷弯曲试验。弯曲角度为90°,弯曲半径为外径的8倍。试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。试验后,试样上不应有裂缝及锌层剥落同象。
水压试验水压试验应在黑管进行,也可用涡流探伤代替水压试验。试验压力或涡流探伤对比试样尺寸应符合GB 3092的规定。钢材力学性能是保证钢材终使用性能(机械性能)的重要指标。
镀锌钢管的分类介绍
镀锌办法有两种,一种是电镀对比结实,别的一种是将被镀构件放入一个装满液体的池子中,类似于电泳,结实较差,优点是造价低,速度快,还有即是什么破烂都能镀,通常工地避雷运用的镀锌钢筋即是用直径缺乏的破钢筋镀的,一吨差几千元。
1、钢管包含有缝管和无缝管,表明办法为Φ外径×δ壁厚。
2、有缝管包含很多种。但有一种十分常用的管,即国标管,也叫水煤气管,通常用工程直径表明,表明办法为DN公称直径。比方DN20,表明外径26.8毫米,壁厚2.75毫米,用英寸表明为3/4in,咱们通常称为6分管。这种管,咱们通常就叫做国标管、水煤气管。它们又分为黑管和热镀锌管。咱们平常说的,镀锌水煤气管即是指热镀锌国标管,也有人直接叫“热镀锌钢管”都是一回作业。
3、无缝管通常没有镀锌的。
镀锌管滚槽方式连接
(一)滚槽焊缝开裂
1、将管口压槽部分的内壁焊筋磨平,减少滚槽阻力。
2、调整钢管与滚槽设备的轴心,并要求钢管与滚槽设备水平。
3、调整压槽速度,压槽成型时长不能超过规定,均匀、缓慢施力。
(二)滚槽钢管断裂
1、将钢管管口压槽部分内壁焊筋磨平,减少滚槽阻力。
2、调整钢管与滚槽设备的轴心,要求钢管与滚槽设备水平。
3、调整压槽速度,压槽速度不能超过规定,均匀、缓慢施力。
4、检查滚槽设备的支撑辊与压力辊的宽度和型号,是否存在两辊尺寸不相匹配而造成咬合现象。
5、用游标卡尺检查钢管的沟槽是否规定。
(三)滚槽机滚压成型的沟槽应符合下列要求
1、管端至沟槽段的表面应平整无凹凸、无滚痕。
2、沟槽圆心应与管壁同心,沟槽宽度、深度应符合要求,并检查卡箍件型号是否正确。
3、在橡胶密封圈上涂抹润滑剂并检查橡胶密封圈是否有损伤,润滑剂不得采用油润滑剂。