丽江钢结构加工设计 钢结构加工设计 接受定制
价格:0.00起
产品规格:
产品数量:
包装说明:
关 键 词:丽江钢结构加工设计
行 业:钢铁 建筑钢材 不锈钢管
发布时间:2023-10-12
在钢结构加工制作之前,先需要做好四个方面的准备:工艺准备(图纸、设计、加工、制作方案、工艺、试验)、材料准备(采购、检验、储存)、机械设备准备(运输、加工、焊接、焊接、喷漆、喷漆、检验)、劳动组织准备(特工作人员、岗前培训、岗前培训、工艺)。
在焊接方面,轻钢焊接H型钢翼板开料后再拼接,焊缝未安装引熄弧板,造成焊缝不饱满,边缘有凹坑未熔合等,与母材不齐平;柱脚、牛腿的焊脚尺寸小于设计图纸的规定,角焊缝塌边现象严重,收弧处普遍低于母材,气孔较多;使用CO2焊的焊缝成形差,宽窄不一致,高低不一致,忽大忽小;手工焊焊缝不直,宽窄不一,咬边现象严重;焊渣飞溅未干净。
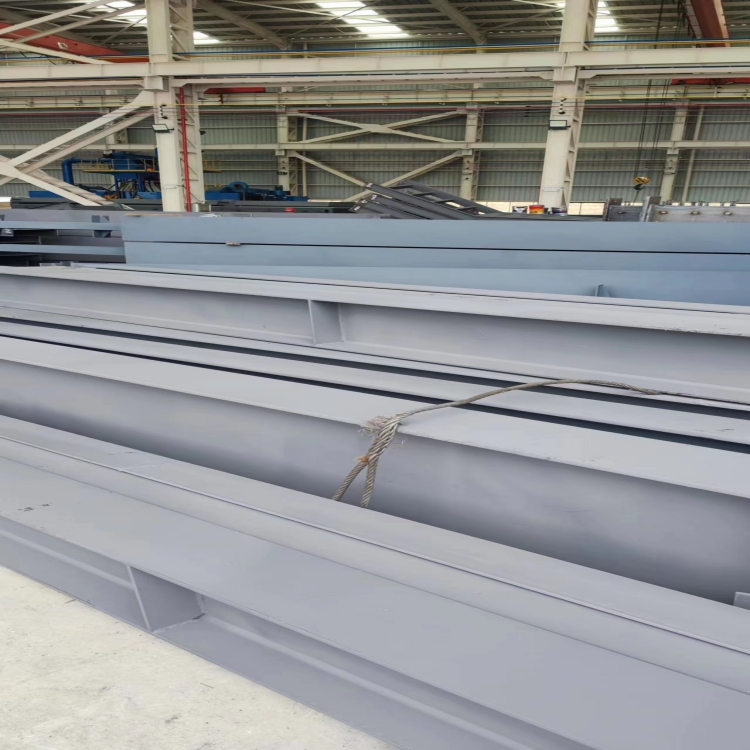
在组装时,焊接H钢无组装胎架,造成H型钢高度尺寸有偏差,腹板偏中心;翼腹板对接后,焊缝未矫平,有明显凹凸;轻钢腹板不平整,组装前未矫正。

随着我国机械化程度的不断提高,使用半自动切割机和多头切割机,材料的精度高、变形小、速度快还美观。槽型采用数控切割或者半自动切割机,有槽规格、手工抛光工作。钻孔机上钻孔,连接板采用数控钻床,误差小,穿孔率高,使用这些自动化机器代替手工,不仅缩短加工时间,精度高外形还美观。
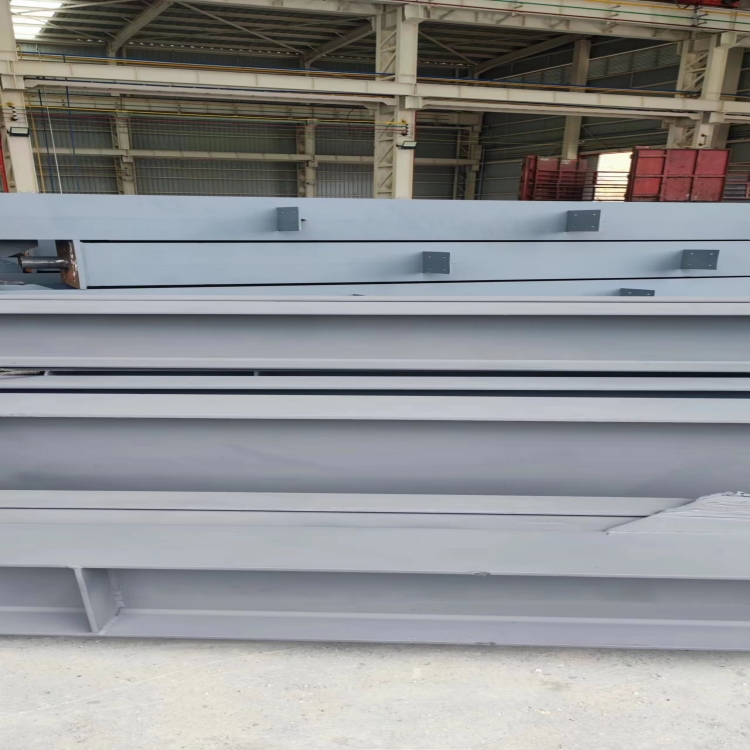
构件出厂时,钢柱、钢梁的中心线标记未标示,相当普遍,给安装施工矫正检测带来困难。
翼腹板拼接长度不符合要求。如翼板拼接长度不应小于翼板宽度的,翼缘板与腹板拼接焊缝应错开200mm以上,腹板拼接长度不小于600mm。但实际往往未达到上述要求。

