


价格:55起
上海朕锌电气设备有限公司
联系人:上海朕锌电气设备有限公司
电话:13524252514
地址:上海市松江区鼎源路618弄(时尚谷创意园)69号3楼
6ES7323-1BL00-0AA0西门子数字模块 SM 323,电位隔离, 16 DE 和 16 DA,24V DC,0.5A
不同型号的PLC具有不同的硬件组成和性能指标。它们的基本I/O点数和扩展范围,程序存储容量往往差别很大。因此,在进行PLC程序设计之前,要对所用PLC的型号,硬件配置(如内装型PLC是否要增加附加I/O板,通用型PLC是否要增加I/O模板等)作出选择。
(1)输入/输出点 输入点是与机床侧被控对象有关的按钮、开关、继电器和接触器触点等连接的输入信号接口,以及由机床侧直接连接到NC的输入信号接口(如减速信号:*DECX,*DECY…,跳过信号:SKIP等)。
输出点包括向机床侧继电器,指示灯等输出信号的接口。设计者对被控对象的上述I/O信号要逐一确认,并分别计算出总的需要数量。选用的PLC所具有的I/O点数应比计算出的 I/O点数稍多一些,以备可能追加和变更控制性能的需要。
(2)存储容量 一般来说,普通CNC车床顺序程序的规模约1000步,小型加工中心约2000步。程序规模随机床的复杂程度变化,设计者要根据具体任务对程序规模作出估算,并据此确定合理的存储容量。
另外,所选择PLC的处理时间,指令功能,定时器、计数器、内部继电器的技术规格、数量等指标也应满足要求。内装型PLC有如下特点:
1)内装型PLC实际上是CNC装置带有的PLC功能,一般是作为一种基本的或可选择的功能提供给用户。
2)内装型PLC的性能指标(如:输入/输出点数,程序大步数,每步执行时间、程序扫描周期、功能指令数目等)是根据所从属的CNC系统的规格、性能、适用机床的类型等确定的。其硬件和软件部分是被作为CNC系统的基本功能或附加功能与CNC系统其他功能一起统一设计、制造的。因此,系统硬件和软件整体结构十分紧凑,且PLC所具有的功能针对性强,技术指标亦较合理、实用,尤其适用于单机数控设备的应用场合。
3)在系统的具体结构上,内装型PLC可与CNC共用CPU,也可以单独使用一个CPU;硬件控制电路可与CNC其他电路制作在同一块印刷板上,也可以单独制成一块附加板,当CNC装置需要附加PLC功能时,再将此附加板插装到CNC装置上,内装PLC一般不单独配置输入/输出接口电路,而是使用CNC系统本身的输入/输出电路;PLC控制电路及部分输入/输出电路(一般为输入电路)所用电源由CNC装置提供,不需另备电源。
4)采用内装型PLC结构,CNC系统可以具有某些高级的控制功能。如:梯形图编辑和传送功能,在CNC内部直接处理NC窗口的大量信息等。
自70年代末以来,世界上*的CNC厂家在其生产的CNC产品中,大多开发了内装型PLC功能。随着大规模集成电路的开发利用,带与不带PLC功能,CNC装置的外形尺寸已没有明显的变化。一般来说,采用内装型PLC省去了PLC与NC间的连线,又具有结构紧凑、可靠性好、安装和操作方便等优点,和在拥有CNC装置后,又去另外配购一台通用型PLC作控制器的情况相比较,无论在技术上还是经济上对用户来说都是有利的。
国内常见的外国公司生产的带有内装型PLC的系统有:FANUC公司的FS-0(PMC-L/M),FS-0 Mate(PMC-L/M),FS-3(PLC-D),FS-6(PLC-A、PLC-B),F0/11(PMC-1);F5(PMC-N);Siemens公司的SINUMERIK 810,SINUMERIK 820;A-B公司的8200,8400,8600等。
658 ~ 540 hPa (+3500 ~ +5000 m) 降额运行 20 K
可编程控制器(PLC)的工作有两个要点:入出信息变换、可靠物理实现,入出信息变换主要由运行存储于PLC内存中的程序实现。这程序既有系统的(这程序又称监控程序,或操作系统),又有用户的。系统程序为用户程序提供编辑与运行平台,同时,还进行必要的公共处理,如自检,I/O刷新,与外设、上位计算机或其它PLC通讯等处理。用户程序由用户按照控制的要求进行设计。什么样的控制,就有什么样的用户程序。
可靠物理实现主要通过输入(I, INPUT)及输出(O, OUTPUT)电路。每一输入点或输出点就有一个I或O电路。而且,总是把若干个这样电路集成在一个模块(或箱体)中,然后再由若干个模块(或箱体)集成为PLC完整的I/O系统(电路)。尽管这些模块相当多,占了PLC体积的大部分,但由于它们都是由高度集成化的,所以,PLC的体积还是不太大的。
输入电路时刻监视着输入点的(通、ON或断、OFF)状态,并将此状态暂存于它的输入暂存器(还可能有别的称谓)中。每一输入点都有一个与其对应的输入暂存器。
输出电路有输出锁存器(还可能有别的称谓)。它也有两个状态,高、低电位状态,并可锁存。同时,它还有相应的物理电路,可把这个高、低电位的状态传送给输出点。每一输出点都有一个与其对应的输出锁存器。
这里的输入暂存器及输出锁存器实际是PLC的I/O电路的寄存器。它们与PLC内存交换信息通过PLC I/O总线及运行PLC的系统程序实现。
把输入暂存器的信息读到PLC的内存中,称输入刷新。PLC内存有专门开辟的存放输入信息的映射区。这个区的每一对应位(bit)称为输入继电器,或称软触点,或称为过程映射输入寄存器(the process-image input register)。这些位(bit)置成1,表示触点通,置成0为触点断。由于它的状态是由输入刷新得到的,所以,它反映的就是输入点的状态。
输出锁存器与PLC内存中的输出映射区也是对应的。一个输出锁存器也有一个内存位(bit)与其对应,这个位称为输出继电器,或称输出线圈,或称为过程映射输出寄存器(the process-image output register)。通过PLC I/O总线及运行系统程序,输出继电器的状态将映射给输出锁存器。这个映射的完成也称输出刷新。
PLC除了有可接收开关信号的输入电路,有时,还有接收模拟信号的输入电路(称模拟量输入单元或模块)。只是后者先要进行模、数转换,然后,再把转换后的数据存入PLC相应的内存单元中。
如要产生模拟量输出,则要配有模拟量输出电路(称模拟量输出模块或单元)。靠它对PLC相应的内存单元的内容进行数、模转换,并产生输出。
这样,用户所要编的程序只是,PLC输入有关的内存区到输出有关的内存区的变换。这是一个数据及逻辑处理问题。由于PLC有强大的指令系统,编写出满足这个要求的程序是*可能的。
图1对以上叙述作了说明。其中框图代表信息存储的地点,头代表信息的流向及实现信息流动的手段。这个图,既反映了PLC实现控制的两个基本要点,同时也反映了信息在PLC中的空间关系。
简单地说,PLC工作过程是:输入刷新---运行用户程序---输出刷新,再输入刷新---再运行用户程序---再输出刷新??*停止地循环反复地进行着。
图2所示的流程图反映的就是上述过程。它也反映了信息间的时间关系。
a- 简化工作流程图 b – 实际工作流程图
图2 PLC工作流程图
有了上述过程,用PLC实现控制显然是可能的。因为:有了输入刷新,可把输入电路监视得到的输入信息存入PLC的输入映射区;经运行用户程序,输出映射区将得到变换后的信息;再经输出刷新,输出锁存器将反映输出映射区的状态,并通过输出电路产生相应的输出。又由于这个过程是*停止地循环反复地进行着,所以,输出总是反映输入的变化。只是响应的时间上,略有滞后。但由于PLC的工作速度很快,所以,这个“略有滞后”的时间是很短的,一般也就是几毫秒、几十毫秒,多也不会**过100到200毫秒。
图2a所示的是简化的过程,实际的PLC工作过程还要复杂些。除了I/O刷新及运行用户程序,还要做些其它的公共处理工作。公共处理工作有:循环时间监视、外设服务及通讯处理等。
监视循环时间的目的是避免用户程序“死循环”,保证PLC能正常工作。为避免用户程序“死循环”的办法是用“”(Watching dog),即设一个定时器,监测用户程序的运行时间。只要循环**时,即报警,或作相应处理。独立型PLC有如下特点:
1)独立型PLC具有如下基本的功能结构:CPU及其控制电路,系统程序存储器,用户程序存储器、输入/输出接口电路、与编程机等外部设备通信的接口和电源等(参见图5-2)。
2)独立型PLC一般采用积木式模块化结构或笼式插板式结构,各功能电路多做成独立的模块或印刷电路插板,具有安装方便,功能易于扩展和变更等优点。例如,可采用通信模块与外部输入输出设备、编程设备、上位机、下位机等进行数据交换;采用D/A模块可以对外部伺服装置直接进行控制;采用计数模块可以对加工工件数量、*使用次数、回转体回转分度数等进行和控制,采用定位模块可以直接对诸如库、转台、直线运动轴等机械运动部件或装置进行控制。
3)独立型PLC的输入、输出点数可以通过I/O模块或插板的增减灵活配置。有的独立型PLC还可通过多个远程终端连接器构成有大量输入、点的网络,以实现大范围的集中控制
数字量输入/输出模块具有下列机械特性:
紧凑型设计,坚固的塑料机壳里包括:
绿色 LED,用于指示输入/输出的信号状态
前连接器插座,通过前门保护
前门上的标签区。
连接器针脚分配,用于在前门内部进行配线。
安装方便,模块安装在 DIN 导轨上并通过总线连接器连接到相邻模块。没有插槽规则;输入地址由插槽决定。
当在 ET 200M 分布式 I/O 系统中与有源总线模块一起使用时,可以对数字量输入/输出模块进行热插拔,而不会有任何反应。其它模块继续工作。
方便用户接线,装置单元通过连接器连接。当连接模块时,编码设备锁定在连接器中,这样该连接器只能适合于同样类型的模块。更换模块时,对于新的同类型模块,可原封不动保持前连接器的接线状态。这样可以避免在更换模块的过程中将已接线的前连接器插入到错误模块中。
数字量模块可能具有各种不同的属性。 可以对某些模块的属性进行编程。
数字量输入模块 SM 321;DI 16 x DC 24 V 具有过程和诊断中断、等时同步功能;(6ES7321-7BH01-0AB0)
数字量输入模块 SM 321;DI 16 x DC 24 V/125 V 具有过程和诊断中断功能 (6ES7321-7EH00-0AB0)
数字量输出模块 SM 322;DO 16 x DC 24 V/0,5 A (6ES7322-8BH10-0AB0)
数字量输出模块 SM 322;DO 8 x DC 24 V/0,5 A 具有诊断中断功能 (6ES7322‑8BF00-0AB0)
数字量输出模块 SM 322;DO 8 x AC120/230 V /2A ISOL (6ES7322-5FF00-0AB0)
数字量输出模块 SM 322;DO 8 x Rel. AC230V /5A (6ES7322-5HF00-0AB0)
数字量输入/输出模块 SM 327;DI 8/DO 8 x DC 24 V/0,5 A (6ES7327-1BH00-0AB0)
编程工具
仅当CPU处于STOP模式下,才能在STEP 7中对数字量模块编程。
定义全部参数后,请将这些参数从PG下载到CPU。 CPU在STOP → RUN切换过程中将各参数传送至相关数字量模块。
静态和动态参数
按静态属性和动态属性组织参数。
如前文所述,在CPU处于STOP模式时设置静态参数。
也可使用SFC在S7 PLC的用户程序中编辑动态参数。 但是,在CPU经过RUN → STOP、STOP → RUN转换之后,将再次使用STEP 7中设置的参数。 附录信号模块的参数集对模块参数在用户程序中的分配进行了说明。
可编程和非可编程诊断消息
将诊断消息区分为可编程诊断消息和非可编程诊断消息。
如果在相关参数中启用了诊断功能,则只能获得可编程诊断消息。 在STEP 7中为“诊断”参数块编程。
无论是否启用诊断功能,数字量模块都始终返回非可编程诊断消息。
STEP 7 对诊断消息的反应
由诊断消息启动的操作:
将诊断消息输入到数字量模块的诊断数据,然后送入 CPU。
数字量模块上的 SF LED 指示灯点亮。
当在 STEP 7 中设置了“启用诊断中断”后,系统将触发一个诊断中断并调用 OB82。
读取诊断消息
可在用户程序中使用 SFC 读取详细的诊断消息(请参见附录“信号模块诊断数据”)。
在 STEP 7 中,可以通过读取模块诊断数据查看出错原因(请参见 STEP 7 在线帮助)。
使用 SF LED 指示灯指示诊断消息
带有诊断功能的数字量模块将通过其 SF LED 指示灯(组出错 LED 指示灯)指示错误。 当数字量模块生成诊断消息时,SF LED 指示灯点亮。 所有错误状态后,该 LED 指示灯熄灭。
无论 CPU 操作状态如何(通电时),SF LED 指示灯都将点亮,以便指示外部错误(传感器电源处短路)。
以下 SIPLUS S7-300 数字量模块可在恶劣环境条件下使用:
SIPLUS S7-300 SM 321;
数字量输入
SIPLUS S7-300 SM 322;
数字量输出
SIPLUS S7-300 SM 323;
数字量输入和数字量输出
SIPLUS S7-300 数字量模块可在以下恶劣环境条件下使用:
温度范围宽:-25°C 至 +60/+70 °C
在需要较高抗化学腐蚀性以及需能够承受较高机械和生物负荷和盐雾的场合
相对湿度 **
符合标准 EN 50155
电感释放时将出现过电压。 继电器线圈和接触器都属于这种情况。
集成过电压保护
S7-300 的数字量输出模块具有集成过电压保护设备。
附加过电压保护
在下列情况下,只有通过附加的过电压保护设备才能组态电感:
如果可以通过适合的附加触点(如继电器触点)切断 SIMATIC 输出电流电路。
如果感抗不是通过 SIMATIC 模块。
注意: 请向感抗供应商询问应使用何种大小的过电压保护设备。
下图显示了需要附加过电压保护设备的输出电流电路。

① | 输出电流电路中的触点 |
② | 感抗需要保护电路 |
图片: 输出电流电路中用于急停的继电器触点
下图显示了组态有二极管或 Z 二极管的直流电工作线圈。
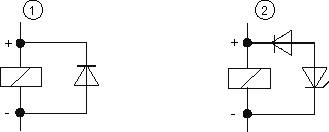
① | 带有二极管 |
② | 带有 Z 二极管 |
图片: 直流线圈的组态
二极管/Z 二极管电路的属性:
可避免截止电流。 Z 二极管能承受截止电压。
高截止延时(比没有保护电路时高 6 到 9 倍)。
相比二极管电路,稳压二极管的截止速度更快。