国标镀锌管_德宏无缝镀锌管_热镀锌管加工
价格:3200.00起
产品规格:
产品数量:
包装说明:
关 键 词:德宏无缝镀锌管
行 业:建材 金属建材 钢材
发布时间:2023-05-28
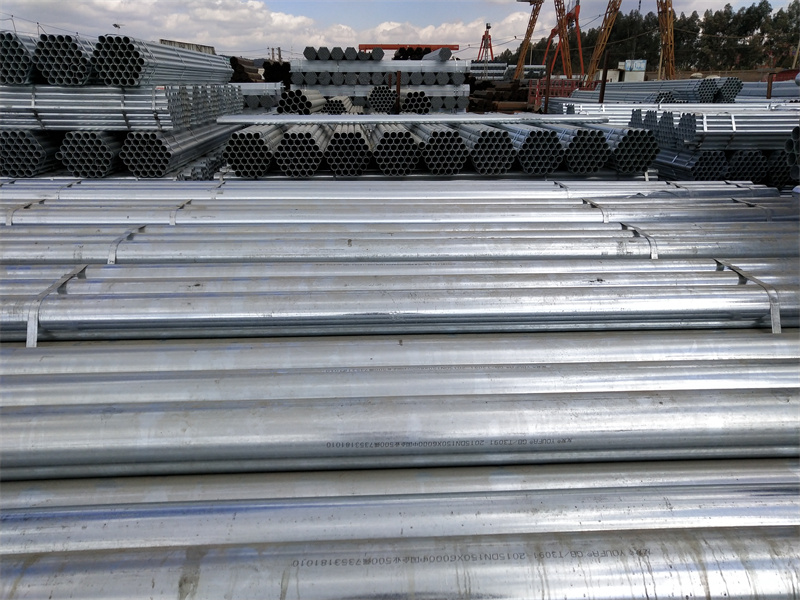
热镀锌管是使熔融金属与铁基体反应而产生合金层,从而使基体和镀层二者相结合。热镀锌是先将钢管进行酸洗,为了去除钢管表面的氧化铁,酸洗后,通过或氯化锌水溶液或和氯化锌混合水溶液槽中进行清洗,然后送入热浸镀槽中。热镀锌具有镀层均匀,附着力强,使用寿命长等优点。热镀锌钢管基体与熔融的镀液发生复杂的物理、化学反应,形成耐腐蚀的结构紧密的锌一铁合金层。合金层与纯锌层、钢管基体融为一体,故其耐腐蚀能力强。
为提高钢管的耐腐蚀性能,对一般钢管进行镀锌。镀锌管(镀锌钢管)分热镀锌和冷镀锌两种,热镀锌镀锌层厚,具有镀层均匀,附着力强,使用寿命长等优点。冷镀锌管成本低,表面不是很光滑,其本身的耐腐蚀性比热镀锌管相差很多,已被逐渐淘汰使用。
旧的房屋建筑中大部分用的都是镀锌管,现在煤气、暖气常用的铁管也是镀锌管。镀锌管作为水管,随着使用年限的累积,管内产生大量锈垢,这不仅污染洁具,而且夹杂着不光滑内壁滋生的,更为严重的是锈蚀造成水中重金属含量过高,严重危害人体的健康。
镀锌管生产步骤
工艺流程为:黑管--碱洗--水洗--酸洗--清水漂洗--浸助剂--烘干--热浸镀锌--外吹--内吹--空冷--水冷--钝化--水漂洗--检验--称重--入库。
镀锌管技术要求
1、牌号和化学成分
镀锌钢管用钢的牌号和化学成分应符合GB/T3091所规定的黑管用钢的牌号和化学成分。
2、制造方法
黑管的制造方法(炉焊或电焊)由制造厂选择。镀锌采用热浸镀锌法。

镀锌管通过硫酸盐镀锌优点是电流效率高达 ,沉积速率快,这是其他镀锌工艺无可比拟的。由于镀层结晶不够细致,分散能力与深镀能力较差,因而只适于几何形状简单的管材与线材等电镀。硫酸盐电镀锌铁合金工艺对传统的硫酸盐镀锌工艺进行优化,只保留了主盐,其余组分均舍弃。在组成新工艺配方中又加入适量铁盐,使原来的单金属镀层形成锌铁合金镀层。工艺的重组,不仅发扬了原工艺电流效率高、沉积速率快的优点,还使分散能力与深镀能力得到很大改善,过去复杂件不能镀,现在简单与复杂件都能镀,而且防护性能比单金属提高3~5倍。生产实践,用于线材、管材的连续电镀,镀层晶粒比原来的更细化、更光亮,沉积速率快。2~3 min内镀层厚度达到要求。
如何控制镀锌钢焊接工艺?
镀锌钢的焊前准备与一般的低碳钢是相同的,需要注意的是要认真处理好坡口尺寸和附近的镀锌层。为了焊透,坡口尺寸要适当,一般60~65°,要留有一定的间隙,一般为1.5~2.5mm;为了减少锌对焊缝的渗透,在焊之前,可将坡口内的镀锌层清除以后再焊。
在实际监理工作中,采用了集中打坡口,不留钝边工艺进行集中控制,两层焊接工艺,减少了未焊透的可能性。
焊条应根据镀锌管的基体材质选用,一般低碳钢由于考虑易操作性,选用J422较为普遍。
焊接手法:在焊多层焊的层焊缝时,尽量使锌层熔化并使之汽化、蒸发而逸出焊缝,可大大减少液体锌留在焊缝中。
在焊角焊缝时,同样在层尽量使锌层熔化并使之汽化、蒸发而逸出焊缝,其方法是先将焊条端部向前移出约5~7mm左右,当使锌层熔化后再回到原来位置继续向前施焊。再横焊和立焊时,如选用短渣焊条如J427,咬边倾向会很小;如果采用前后往返运条技术,更可以得到无缺陷的焊接质量。
镀锌管除锈方法
1、先利用溶剂清洗钢材表面,把表面的**物去除,
2、然后使用工具除锈(钢丝刷),去除松动或倾斜的规模,铁锈,焊渣等,
3、使用酸洗的方式。
镀锌分为热镀和冷镀,热镀不易生锈,冷镀较易生锈。
镀锌钢管连接方式:螺纹,焊接。


