

价格:35起
0
联系人:
电话:
地址:
随着切削时间的不断增加,切削区域能量不断积聚,温度不断升高,当温度达到一定程度时就会促使刀具表面形成新的变质层。变质层丧失原来刀具材质的性质,不断随切屑消失,逐渐形成刀具面的磨损,磨损达到一定程度时,刀具需重新刀磨才能继续使用。综述以上几点,刀具的使用寿命取决于几何角度的合理选择、机械加工环境、涂层的选择等等,在具体的应用中应综合考量,深圳航空铝铝刀盘出售,这些要素相辅相成、不可或缺。一把好的机加刀具,深圳航空铝铝刀盘出售,应具备放便切削,深圳航空铝铝刀盘出售、保证加工质量的前提下具有长的使用寿命、能够深度加工并且能够节约加工成本。安装铣刀盘时,一定按规定选择对应的工具,如扳手的大小、长短等。深圳航空铝铝刀盘出售
根据所加工材料如何正确挑选数控刀具?1.金刚石和立方氮化硼都属于超硬刀具材料,它们可用于加工任何硬度的工件材料,具有很高的切削性能,加工精度高,表面粗糙值小。一般可用切削液。聚晶金刚石刀片一般引用于加工有色金属和非金属材料。立方氮化硼刀片一般适用加工硬度大于450HBS的冷硬铸铁、合金结构钢、工具钢、高速钢、轴承钢,以及硬度不小于350HBS的镍基合金、钴基合金和高钴粉末冶金零件。2.从刀具的结构应用方面,数控加工应尽可能采用镶块式机夹可转位刀片以减少刀具磨损后的更换和预调时间。3.选用涂层刀具以提高耐磨性和耐用度深圳舍弃式铝刀盘企业铣刀盘的种类比较多,主要是依据作用的装置的刀片进行分类。
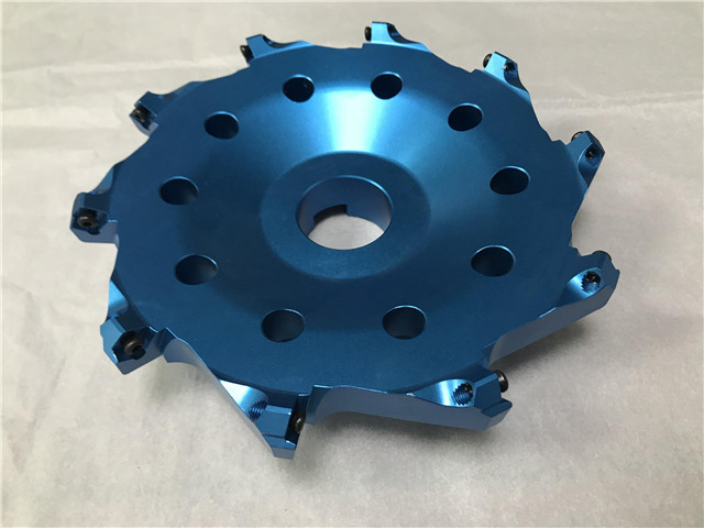
铝刀盘的出现解决重量问题,同时减轻主轴负荷,增长机床使用寿命,更提高加工效率;降低刀具成本(降低刀具成本主要体现在PCD刀片上)。铝合金微调刀盘,配小刀夹调整刀尖高低,使每个刀尖高度一致0.01内,完成比较好切削效果。还配刀盘直接调节,达到粗精一次完成,为客户节约换刀时间,提高产品生产效率;配合PCD金刚刀具,提高加工产品镜面光洁度。产品还可以根据客户要求,调整动平衡,使刀盘在比较好状态加工,发挥刀盘比较大价值,为客户创造更多回报。
数控刀具是机械制造中用于切削加工的工具,又称切削工具。广义的切削工具既包括刀具,还包括磨具;同时“数控刀具”除切削用的刀片外,还包括刀杆和刀柄等附件!数控刀具分类。根据刀具结构可分为:整体式:刀具为一体,由一个坯料制造而成,不分体;焊接式式:采用焊接方法连接,分刀头和刀杆;机夹式:机夹式又可分为不转位和可转位两种;通常数控刀具采用机夹式!特殊型式:如复合式刀具,减震式刀具等。根据制造刀具所用的材料可分为:高速钢刀具;硬质合金刀具;金刚石刀具;其他材料刀具,如立方氮化硼刀具,陶瓷刀具等。铝刀盘的正刀是除中心刀和边 刀之外的刀具,承受机器正面的大部分载荷。
刀具选择具体要考虑以下因素:切削速度V。提高V也是提高生产率的一个措施,但v与刀具耐用度的关系比较密切。随着v的增大,刀具耐用度急剧下降,故v的选择主要取决于刀具耐用度。另外,切削速度与加工材料也有很大关系,例如用立铣刀铣削合金刚30CrNi2MoVA时,V可采用8m/min左右;而用同样的立铣刀铣削铝合金时,V可选200m/min以上。主轴转速n(r/分)。主轴转速一般根据切削速度v来选定。计算公式为:V=pnd/1000。数控机床的控制面板上一般备有主轴转速修调(倍率)开关,可在加工过程中对主轴转速进行整倍数调整。铝刀盘刀盘上刀具的切削阻力扭矩L刀具的切削阻力扭矩。深圳两刃铝刀盘材料
铝刀盘的选择,根据制造刀具所用的材料可分为:高速钢刀具;硬质合金刀具。深圳航空铝铝刀盘出售
刀具磨损过程、磨钝标准及刀具寿命。1、刀具磨损过程随着切削时间的延长,刀具磨损增加。刀具磨损过程可分为三个阶段:1.初期磨损阶段2.正常磨损阶段3.急剧磨损阶段。刀具磨钝标准,刀具磨损到一定限度就不能继续使用。这个磨损限度称为磨钝标准。规定后刀面上均匀磨损区的高度VB值作为刀具的磨钝标准。刀具的耐用度(刀具寿命),一把新刀(或重新刃磨过的刀具)从开始切削至磨损量达到磨钝标准为止所经历的实际切削时间,称为刀具的耐用度,用T分钟表示。又称为刀具寿命。深圳航空铝铝刀盘出售
深圳市二荣科技有限公司主营品牌有二荣,发展规模团队不断壮大,该公司贸易型的公司。公司是一家有限责任公司企业,以诚信务实的创业精神、专业的管理团队、踏实的职工队伍,努力为广大用户提供高品质的产品。公司拥有专业的技术团队,具有铝刀盘,五金塑胶,五金件,电子产品等多项业务。深圳二荣科技自成立以来,一直坚持走正规化、专业化路线,得到了广大客户及社会各界的普遍认可与大力支持。





