首页 > 供应商机 > 密封件图片长期充气式密封条 汽车密封条里穿硅胶条
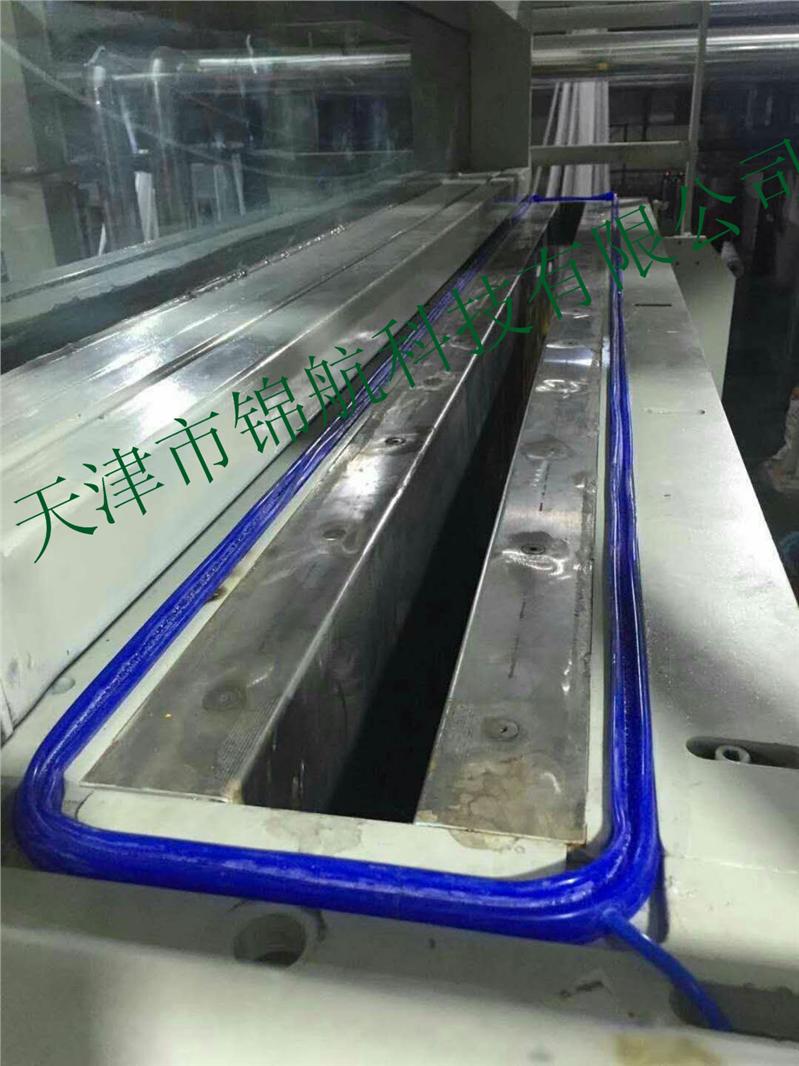
密封件图片长期充气式密封条 汽车密封条里穿硅胶条
价格:0.00起
天津市锦航科技有限公司
联系人:许经理
电话:15022608203
地址:天津市津南区双桥河镇开发区中宏道
产品规格:
产品数量:
包装说明:
关 键 词:密封件图片长期充气式密封条
行 业:汽配 车身附件 车用密封条
发布时间:2023-04-25
TPE材料密封条料是近30多年来 研究并开发成功的一种具有热塑性塑料的加工性能和硫化橡胶性能的新型材料。由于TPE材料密封条料具有很高的冲击强度和很好的弹性,因此它在发展的初阶段曾被用来取代热塑性塑料。但是TPE材料密封条料具有高商业价值的个应用是被用来代替硫化橡胶,因为它不需要像传统硫化橡胶那样与炭黑尧陶土、石蜡油、硫化剂等进行复杂的配合和混炼,又省去了后期的硫化过程比传统橡胶流程缩短了1/2 加工费,节省50% 生产出的产品。在某些性能上又可以与传统硫化橡胶媲美遥;因此 TPE材料得到了飞速发展遥,目前 TPE材料占橡胶总市场的12% 占非轮胎用橡胶市场的20%
TPE材料密封条料优点:1.耐低温-30℃,高温70℃,压缩型变小,密封效果好,耐候性好;2、无气味、无增塑剂,不含卤素、重金属、增塑剂等有害物质
3、生产效率高,设备便宜,生产速度比橡胶快数倍
4、挤出流量稳定、挤出表面光滑、耐候性好;5、耐低温、冬天不会变脆变硬、密封效果好。6、可以回收使用,但需要对现场管理要求很高,回收的料里面不能含其他杂质;添加比例不**过20%。
随着热塑性弹性体TPE材料密封条料技术的不断发展和成熟,应用领域不断扩展。考虑到耐候性,在制造密封条的原材料中,虽然以往采用的主要原材料PVC材料和三元乙丙橡胶也在不新和发展。具有优良的物理性能,又有良好加工性能的新型EPDM可控制分子中长链支化,使其硫化性能更好,并可提高挤出速度和产品的产量。

建筑门窗用密封胶条是指用于建筑门窗构件上:玻璃与压条、玻璃与框扇、框与扇、扇与扇之间等结合部位,能够防止内、外介质(雨水、空气、沙尘等)泄漏或侵入,能防止或减轻由于机械的震动、冲击所造成的损伤,从而达到密封、隔声、隔热和减震等作用的具有弹性的带状或棒状材料。下面来看看TPE密封胶条与PVC胶条材料的对析。
PVC生产封边条时要添加有如:加工助剂、色粉、油墨、处理剂、防护层等材料,这些材料中绝大多数都含有较高的重金属成分,加工后会残留在封边条中。鉴于此,PVC制品目前在很多国家或地区被禁止应用于室内,包括玩具,日用制品等.寻找更为环保安全的替代材料成为消费者关注的话题
东莞市国丰塑业有限公司生产的TPE材料不含铅、汞、镉、锑等重金属,不含有毒塑化剂邻苯二甲酸酯,采用环保无毒的TPE封边条更安全放心。
挤出胶管:
一、分类
导管,是用于的管状橡胶制品,可分为外用和体内用两种类型。前者用于各种气体、液体输送,如听诊器胶管、输液胶管等;后者通称橡胶导管,按结构又可分为单腔管和多腔管。
单腔管只有一个内腔,多腔管供手术用,有两个以上的内腔(如双腔止血导尿管、双气囊三腔管等),多腔导管都附有一个或两个胶乳气爽,起封闭或压迫作用。橡胶导管系插入人体腔和血管的橡胶管,用于注入药物或抽出体内液体及确定管腔的张开程度。
TPE材料为兼具弹性体特征和热塑性成型能力的新一代聚合物材料, 加工方便,可多次回收使用,近年来其市场需求量有了很大增长.TPE材料的种类越来越多 ,其加工技术和加工机械也有了相应的发展,然而,由于热塑性弹性体TPE材料的分子量高,粘度大,产品加工工艺是一个重要的挑战。比如,即使是挤出成型,非常简单的工艺,但是使用热塑性弹性使用挤出工艺仍然存在着以下一些问题:
1、成型品表面粗糙
成型品表面不光滑、呈粗糙(麻面)的状态,通常是因塑化不良而引起。作为对策,当然选择适宜的成型机就不用说了,但设定温度、螺杆转速滤网的种类等成型条件的佳化也是非常重要的。另外,采用高温、细网(滤网)的方法也可提高塑化效率。
在热塑性弹性体TPE中,有的品级本身就含有多量的吸潮性成分或填料、因此在成型前对其进行干燥是非常必要的。当未干燥进行成型时,就会出现发泡、表面粗糙这样的问题。
2、 结垢
结垢是挤出成型时蓄积在口型边缘的沉积物,其成分有的是来自挤出成型的材料,也有的是来自的添加剂。作为对策,通过降低润滑剂用量可有效地改善材料的特性,因为过量添加润滑剂时,润滑剂本身就是产生结垢的因素之一。采用特氟隆涂敷口型的方法,也可减少结垢的产生。另外,还应避免使用受潮的材料。
3、 挤出量不稳定
挤出量产生波动是不稳定的现象。在螺杆供料部位或压缩部位的熔融点波动是不稳定的主要原因,其挤出波动的大小和周期是不规则的。这些现象可以认为是由于螺杆形状和挤出条件对材料不适合引起的,所以调整挤出条件和更换形状不同的螺杆是十分必要的。
在挤出机温度波动大的情况下,材料在挤出机中的流动性不稳定也是产生这一问题的原因之一。另外,在供料部位螺杆与粒料打滑也会导致挤出不稳定的现象产生。在采用斗氏干燥器预热粒料的同时,通过提高料斗下机筒的温度可使其得到改善。
4 、变形
TPE材料的挤出成型,通常是从口型挤出,通过水槽进行冷却。这时若成型品不能够均一地冷却,就较易产生变形。特别是对形状复杂、尺寸精度要求高的成型品,采用冷却校准或检测装置是非常必要的。 另外,在多层挤出过程中、因组合材料的收缩率不同也较易产生变形。
5、条纹
挤出成型品有时在同一部位会出现条纹的伤痕或痕迹。此时需要检查或确认在口型上是否有损伤的痕迹和沾附的污垢、结垢等。 其次,在更换材料时清扫或消除不干净也是产生这一问题的原因之一.此外,在口型会合部位材料熔融不良也容易引起条纹现象的产生。
通常出现的生产加工异常,多可检车调整设备(零部件)加工异常,通过调整工艺参数予以消除.一些异常也可以从TPE原材料的角度辅以解决.
TPE材料挤出常见应用:
各种线材线缆、密封条(异形门窗密封条,汽车门窗密封条)、家具封边条、各种胶管(,园林用,日用)、各种减震防撞胶条、工艺编织条等等.


