邯郸市永年区邦达金属制品有限公司
联系人:武经理
电话:13930020951
地址:河北省邯郸永年县永合会镇铁西工业区
产品规格:
产品数量:85600 个
包装说明:
关 键 词:沧州焊钉国标
行 业:五金 机械五金 紧固件/连接件
发布时间:2023-04-04
随着市场经济不断深入和加工技术不断进步,我厂的技术革新和设备改造日新月异,产品规模逐渐扩大,已形成集钢结构产品、热镀锌产品、建筑配件系列产品
焊钉焊的工艺参数主要为电流、通电时间、栓钉伸出长度及提升高度。根据栓钉的直径不同以及被焊钢材表面状况、镀层材料选定相应的工艺参数,一般栓钉的直径或母材上有镀层时,所需的电流、时间等各项参数相应。
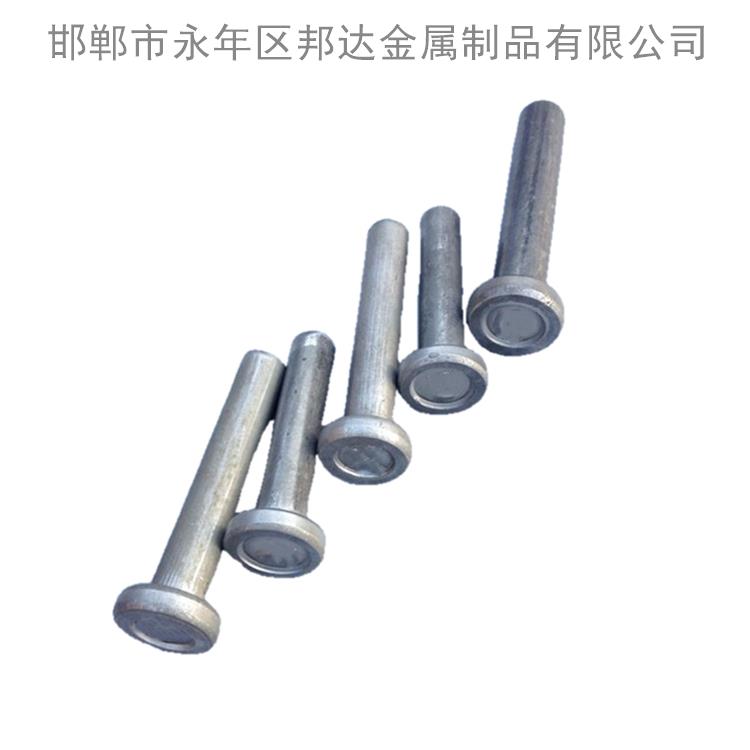
剪力钉是一种零件,适用于钢梁表面,和钢梁与钢承板穿透焊接使用。组合梁中钢与钢筋混凝土的连接一般采用剪力钉。
剪力钉、焊钉、螺柱
剪力钉学名焊钉
剪力钉用途:适用于钢梁表面,和钢梁与钢承板穿透焊接使用。组合梁中钢与钢筋混凝土的连接一般采用剪力钉。
剪力钉基本规格:¢13、 ¢16、 ¢19、 ¢22、 ¢25。及规格。
剪力钉常用附件: 瓷环〔瓷环规格是与栓钉成配套附件。〕
剪力钉焊施工地点多样化,工序简单符合当今社会应用。
剪力钉的尺寸和质量:主要应用领域:工业民用建筑板梁系统、电力系统、桥梁系统及其他领域

螺柱焊的工件必须是从一侧焊接。能在全位置焊接,借助于扩展器可以焊接到受限制的垂直隔板上。由于是短时间焊接且焊后很少变形,故不需要修整。因为焊接的结构不需要钻孔,故不会造成泄漏。螺柱焊的接头可以达到很高的强度,即螺柱焊的接头强度大于螺柱本身强度。在镀层或高合金板材焊接后,背面没有印痕。
良好的经济性螺柱焊相对于其他焊接方法的优点,在于焊接功率上。对于批量产品的工件,在很短的焊接时间(3-980ms)内可打到8-40个/min(根据不同直径螺柱和不同焊接功率)。而自动送料螺柱焊机可以达到60个/min的**率。标准的螺柱是低成本的。
螺柱焊设备和焊具有多种类型,设备的购置费用相对较低。根据产品,可以制成多工位自动焊机,或高精度龙门式数控自动焊机。
螺柱焊具有较高的质量再现率和较小的废品率。折叠编辑本段注意事项螺柱焊在应用中要注意:螺柱焊也和其他熔化焊一样,对钢中的含碳量有一定限制--对于结构钢螺柱,含碳量应在0.18%以内,而母材的含碳量应在0.2%以内。要根据螺柱焊的不同方法,按推荐的螺柱材料和母材组合可焊性施焊,否则螺柱和母材相互之间会有不熔性。**出推荐范围以外的螺柱材料和母材组合要通过试验定可焊性和产品设计要求行相关检验评定可能性

焊钉与栓钉有什么区别:
栓钉是楼面梁同钢筋混凝土楼板起组合连接作用的连接件,施工采用拉弧型栓钉焊机(型号:YD-200LS)和焊(型号:YS-223G),并使用去氧弧耐热陶瓷座圈。焊钉属于一种高强度刚度连接的紧固件,焊钉是电弧螺柱焊用圆柱头焊钉(英文Cheese head studs for arc stud welding)的简称。
什么是焊钉正确的焊接方法:
焊钉焊接分为电弧焊钉焊和储能焊钉焊两种:
1、电弧焊钉焊。是将栓钉端头置于陶瓷保护罩内与母材接触并通以直流电,以使栓钉与母材之间激发电弧,电弧产生的热量使栓钉和母材熔化,维持一定的电弧燃烧时间后将栓钉压入母材局部熔化区内。陶瓷保护罩的作用是集中电弧热量,隔离外部空气,保护电弧和熔化金属免受氮、氧的侵入,并防止熔融金属的飞溅。
2、储能栓钉焊。储能栓钉焊是利用交流电使大容量的电容器充电后向栓钉与母材之间瞬时放电,达到熔化栓钉端头和母材的目的。由于电容放电能量的限制,一般用于小直径(小于或等于12mm)栓钉的焊接。
主营:8.8级,10.9级,12.9级高强度螺栓,钢结构焊钉,钢结构螺栓连接副,地脚螺栓,加工定制各种金属制品,也可按照客户图纸、样品加工定制产品所需的配套产品配件和非标准紧固件,准确度达到需方要求。我公司经销的钢结构焊钉,地脚螺栓和预埋钢板品种齐全、价格合理,我们将以优惠的价格、快捷的速度、良好的服务向顾客提供满意产品,为客户创造更高更快的效益。


