首页 > 供应商机 > 改造刨床电气系统电话 沈阳润工自动化设备有限公司
改造刨床电气系统电话 沈阳润工自动化设备有限公司
价格:38000起
沈阳润工自动化设备有限公司
联系人:郭经理
电话:15840207946
地址:辽宁省沈阳建设大路72号
产品规格:
产品数量:9999 个
包装说明:
关 键 词:改造刨床电气系统电话
行 业:仪器仪表 自动化成套控制系统
发布时间:2023-03-25
刨床电气改造后使用直流调速装置和PLC结合控制后,节能效果十分明显,改造周期短。因此,将优良的直流调速装置应用到刨床的工作台调速中,无疑是一种很大的技术革新,可以带来较大的经济效益。
刨床改造方式及改造后的特点:
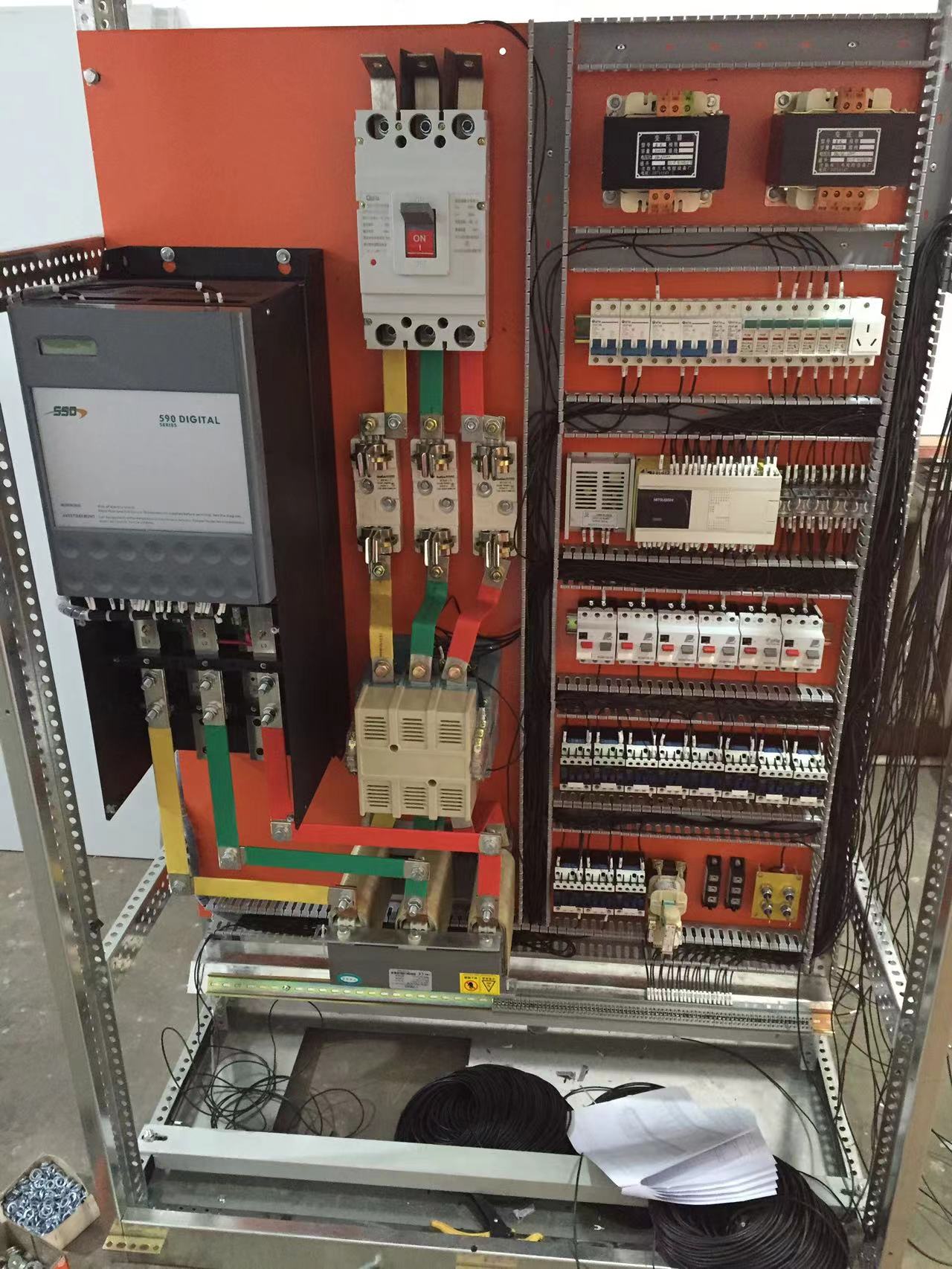
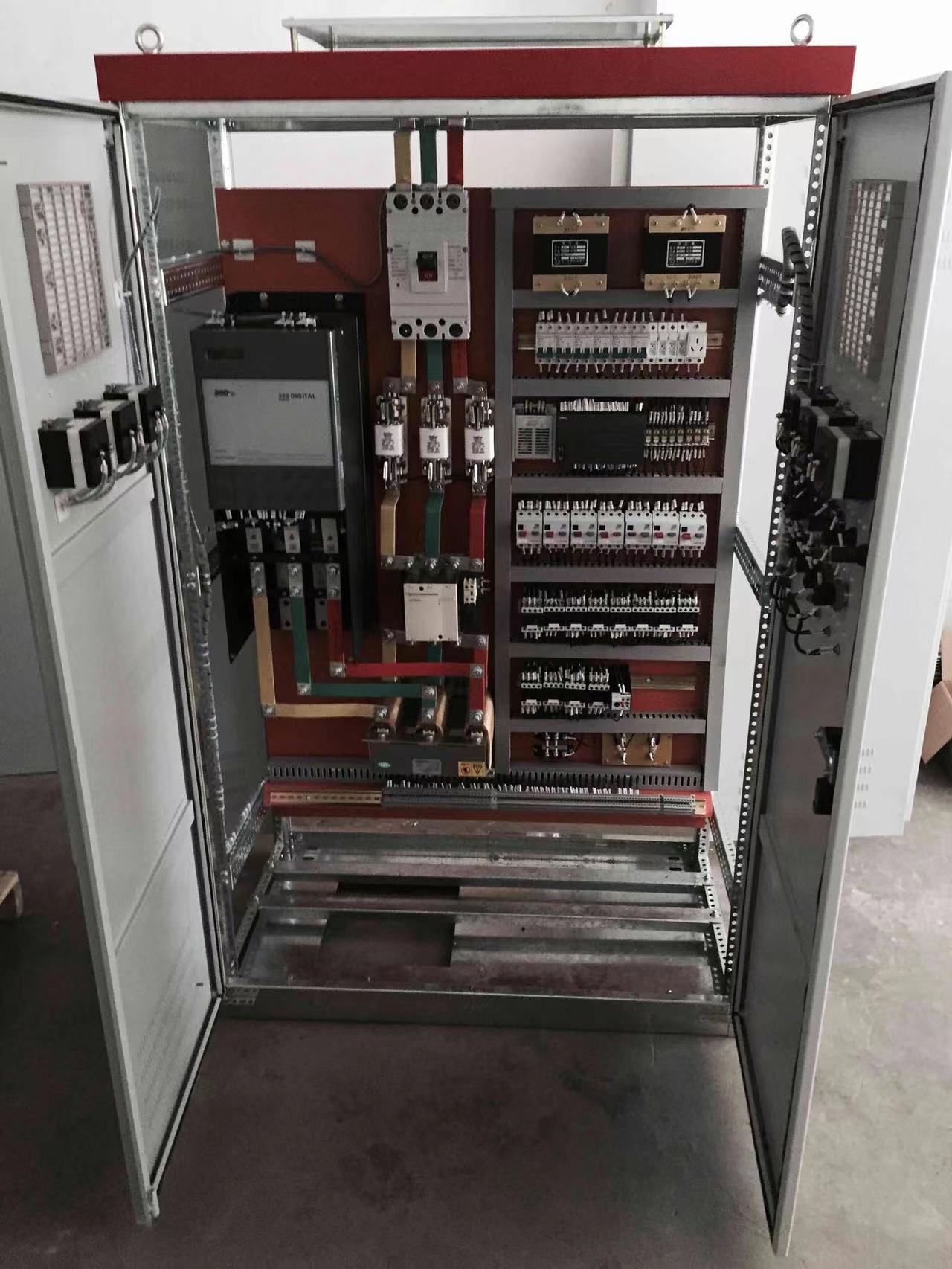
1、龙门刨工作台直流电机调速系统的改造:改造后的龙门刨床工作台直流电机采用英国欧陆公司生产的590+/380A直流调速装置驱动,完全取代直流发电机组和交磁扩大机,实现了工作台的无级调速、自动减速、换向以及撞到极限限位后停车等动作,全微机化工业直流电机调速驱动器,输出电流范围在15A~2400A,该产品还具有控制、监控、保护和串行通讯的功能,直流调速装置还有一系列可供用户随意设定的参数,这些参数有些来自外部,如速度给定、转矩给定、速度反馈以及电机的各种特性参数等,同时配备I/O接口,以及P3串行通讯接口,可以方便的与上位机联接通讯,以满足各种参数设置以及与其他装置通讯的需要;
2、用PLC实现龙门刨床的其他电器动作的自动控制:完成龙门刨床自动进刀、抬刀、落刀、横梁升降、横梁夹紧放松、各刀架快速移动以及工作台的加速、减速、换向等各种动作的正常运转;
3、工作台行程限位开关更换为电磁感应的接近开关:性能更稳定,响应时间快,而且使用寿命更比原来的行程开关更长久;
4、在直流电机尾端加装测速发电机后:实现闭环控制,提高控制及定位精度;
5、使用效率:由直流调速装置和PLC相互配合进行改造后的龙门刨床控制系统较低速度可达5rpm,较高为1500rpm,从起步到全速只需8秒时间,甚至更短时间。从全速到减速换向,可在12秒时间内完成,且换向平稳无冲击,不会发生振荡、爬行、越位等现象,同时可以恒转矩切削,因而大大提高加工精度及效率,通过悬挂按钮箱能完成系统的启动、停止、自动等功能,加工长度范围由悬挂按钮站和工作台上的可以滑动的挡铁完成行程设置,并可以通过PLC的记忆功能来保存,电气柜上有各种报警指示,几乎可以实现无故障、免维护运行。

刨床电气改造内容:
1、伺服系统:将原来的伺服电机和驱动器更换成台达公司生产的A2系列数字式交流电机和驱动器。改造后控制性能和精度**原系统,且电机为免维护型,无电刷,配套相应的伺服驱动器;
由于该机床只用于平面磨削,为简化系统,方便维修,从实用出发,本次改造不采用数控系统,采用PLC(可编程控制器)+HMI(触摸屏)的方式加以代替,单轴运行,不进行多轴联动。这样不仅改造成本可以减少10万左右,今后的维护成本也很低;
2、悬挂操作箱:保留机床原吊挂式操作箱,将触摸屏安装在原操作箱上。重新制作机床操作面板,面板保持原操作面板的布局,对原床身速度显示器、周边磨头和磨头步进量设定器及负载电压表保留。保留便携式及面板双手摇脉冲发生器方案,更换为新器件;
3、电气柜:保留机床强电机柜、机床强电控制盘全部电器元件及相关电线电缆,将新伺服单元、隔离变压器、附属电气元件、PLC等安装于机床原FANUC M3系统标准柜内,更换相应电线电缆;保留原机床的周边磨头电机和磨头电机及其控制方式。原机床机械、润滑、液压、冷却部分保持原状态不变。
刨床改造解决方案:
1、可保留原刨功能,实现刨铣两用;
2、把主电机、发电机、励磁机、扩大机全部去掉,换成交流伺服电机,不但节能环保,而且控制准确;
3、电控柜更换为智能伺服电控柜,实现数字化控制;
4、横梁走刀电机,更换为伺服电机,实现电子手轮对刀,有坐标清零功能,上下走刀无调速;
5、按钮站更换为龙门刨铣*按钮站;
6、工作台走刀快进、快退、工进、工退均为无调速;
7、铣头可根据客户要求选择4KW、5.5KW、7.5kw、11kw、15kw等。
刨床的主传动采用转差频率闭环控制,能较好的满足工作台静、动态特性要求,制动采用了能力回馈制动,刨床经过改造后系统达到了预期效果;刨床、单臂刨床都属于大型机械加工设备;其电路复杂,检修困难,特别是一些老设备,元件老化、故障率高,针对这种情况对电路进行了改造,明显降低了故障率,原电路中的减速、换向、限位全部是由行程开关控制的。
我们公司立足长远,追求品质,不断拓展新的领域,寻求新的合作伙伴。恪守“质量为上、信誉至上”的经营宗旨,竭诚为社会各界朋友提供放心的服务!


