产品规格:
产品数量:
包装说明:
关 键 词:郑州薄膜流延膜机生产线
行 业:塑料 塑料机械 塑料挤出机
发布时间:2023-02-07
生产工艺
CPP膜的生产先将配好的物料由真空上料到挤出机熔融塑化后挤出,经T形口模流延,靠气刀喷出的压缩空气把流延料吹贴到急冷定型辊骤冷,使其平整地延展在辊面上形成薄膜,再经下个辊的进一步冷却,用测厚装置测厚,然后进行电晕处理,分切边料,由收卷辊展平卷取,产品经验收包装人库。
在熔体流延过程中,T形机头和急冷定型辊是生产的关键设备,机头设计应使物料沿整个机唇宽度均匀地流出,具有均匀的温度分布等机头温度一般为230~250℃,加工均聚 PP的机头温度略**共聚PP急冷定型辊的表面应该经过精加工,转速稳定,以免产生机向的温度波动,温度也应该调控适当,过冷或过热对薄膜的力学性能、透明性和雾度均有很大的影响。对PP而言,急冷定型辊的温度为25℃左右;机头温度与急冷定型辊的温度差是决定结品度的重要参数,增加温差可以降低结品度,提高透明性、韧性和热封性能,但拉伸强度有所下降。在急冷定型辊的上方还有气刀设置,在气刀吹压下,熔融料立即紧贴在急冷定型辊表面。气刀的另外一个作用是将爽滑剂等低分子挥发物抽出,防止其堆积在急冷定型辊上,更好地**薄膜外观质量。薄膜经过冷却后采用β射线或红外测厚仪对其厚度进行监测,以便控制厚薄公差。随后对薄膜进行电晕处理,以增加印刷油墨或复合胶粘剂与薄膜的复合牢度,控制表面渗润张力在42mN/m以上。CPP薄膜比较柔软,必须根据膜的厚度、生产速度等因素调整好收卷张力,张力过大或过小都会产生波纹影响薄膜平整性。在整个生产过程中,除了温度这个重要的工艺参数之外,另一个重要参数是拉伸速度,拉伸速度越大,生产效率越高,但到一定值后继续增加则容易产生断膜现象。拉伸速度也是产生分子定向的主要因素,拉伸速度越大。分子沿机向方向的取向程度越大,通过调节拉伸速度还可以调节薄膜的厚度.
生产线辅机部分类似于PVC型材生产线
采取双机或者三台挤出机共挤的方式。共挤的另一个好处是可以有效降低成本,比如面层我们采用新料中间或者下面用相对次一点的原材料
惠州流延膜生产线ABS片材生产线设备
本生产线参照国外技术,对机组进行优化设计,具有塑化均匀,剪切速率小,产量高,使用寿命长等优点。
惠州流延膜生产线ABS片材生产线设备
ABS板片材挤出生产线(PE/PP/PS/ABS)模具是决定制品的尺寸的,也是说我们是根据您要生产的ABS板片材的宽度厚度来确定模具的大小。包括是否需要熔体计量泵,是否需要液压换网器等。
惠州流延膜生产线ABS片材生产线设备
辅机真空泵和牵引电机均采用产品,维护简便,更换螺杆机筒及模具后,可以直接挤出仿真木发泡异型材,效果比单螺杆*佳。
ABS树脂广泛应用于汽车工业、电器仪表工业和机械工业中。例如汽车领域的汽车仪表板、车身外板、内装饰板、方向盘、隔音板、门锁等。电器方面的电冰箱、电视机、空调机、吸尘器等小家电等。电子包装领域的电子包装托盘、载带等。日用品中的行李箱(ABS箱包板)、拉杆箱等。

流延法薄膜的特点
生产速度快;挤出流延工艺中冷却辊辊温可在0~-5℃,直接紧贴在辊筒上,冷却效果好。 透明性好。无论是PP还是PE都能用挤出流延法生产出透明性良好的薄膜。 挤出流延法薄膜的厚度均匀性好。 挤出流延膜的纵横向性能是均衡的。原则上,挤出流延法生产的薄膜是由一个辊筒流向另一个辊筒,不应该存在卷取或牵引的拉力,因而 挤 出流延膜纵向和横向都不受到拉伸,性能是均匀的。 正因为挤出流延膜不受任何方向上的拉伸,其热封性能比吹胀膜好,而双向拉伸膜则没有热封性。挤出流延膜受热时的收缩性很小,有利于热封制袋。
#5
■流延膜的成型设备
流延膜典型的成型设备包括“挤出机、机头、冷却装置、测厚装置、切边装置、电晕处理装置、收卷装置”等。
挤出机
螺杆直径:Φ90~ Φ200
长径比:25~33
挤出机头必须安装在移动的基座上
机头
支管式机头
衣架式机头
分配螺杆机头
其它形式机头
过滤熔料装置
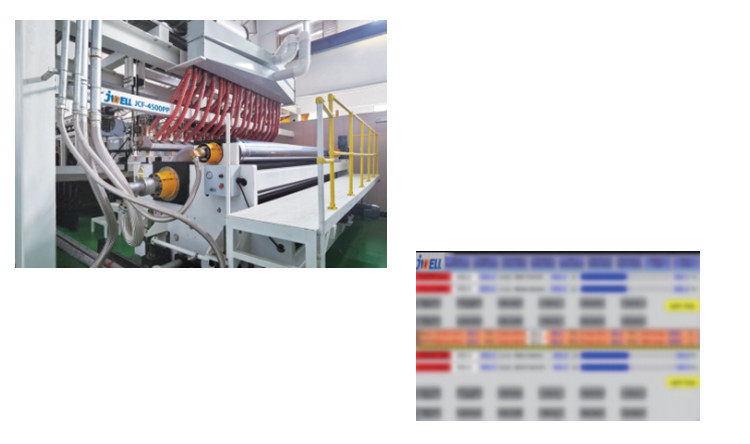
冷却装置
1)冷却辊
双辊水槽冷却
单辊水槽冷却
2)气刀
测厚装置
侧后装置大多采用β射线测厚仪,检测器沿横向往复移动测量薄膜厚度,并用荧光屏显示。
切边装置
挤出薄膜由于产生“瘦颈”现象,会使薄膜边部偏厚,需切除薄膜边部,才能保证膜卷端部整齐、表面平整。
电晕处理装置
电晕处理是一种电击处理,它使承印物的表面更有附着性。
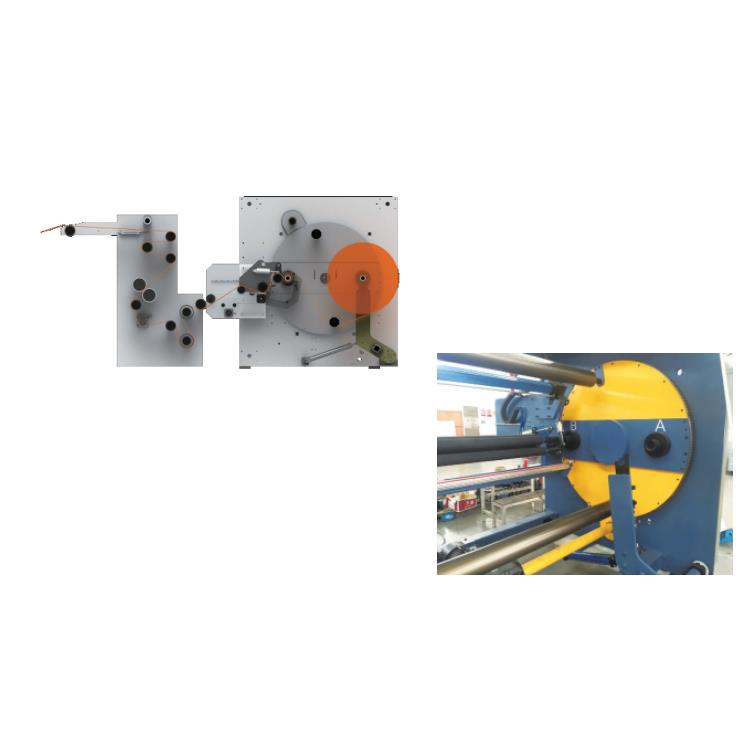
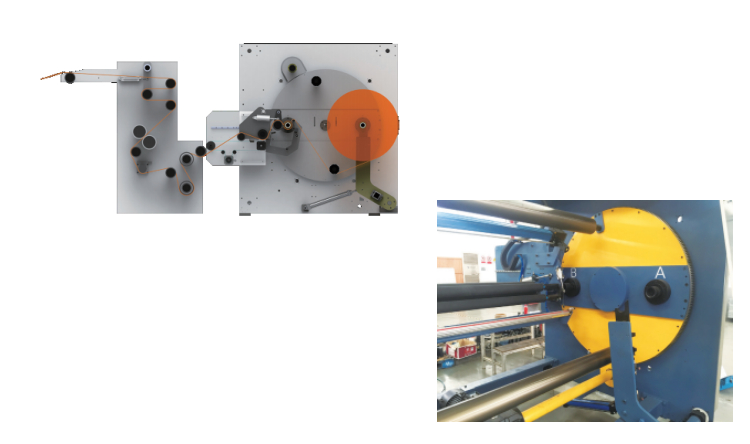
卷取装置
薄膜采用主动收卷形式,一般为自动或半自动形式切割、换卷。
薄膜的收卷装置还包括薄膜的切割装置。
薄膜的切割方式有电热切割法和刀片裁切法。
#6
■流延薄膜的应用和发展趋势
应用
1.多层共挤流延薄膜
主要用于包装工业中需要复合的、化的薄膜产品范围包括:低温热封膜、镀铝基材膜、高阻隔。
膜、蒸煮膜、消光膜、抗静电膜、膜、PVB防爆膜等。
2.多层复合薄膜
食品、饮料、茶叶、肉制品、农产品、海产品、纺织品、化工产品、卫生。
品、医药用品、文教用品、化妆用品等的包装。
流延薄膜发展趋势
1.材料减量化———为适应包装减量、环保的要求,包装材料的薄型化、轻量化
2.使用安全化———重视人类自身的健康,材料要安全化
3.产品智能化———具有保鲜、防腐、、防伪、延长保质期等多种功能
4.设备化———包装设备正在向大型化、快速化、化、自动化方向发展
流延膜加工工艺(上)
史上全塑料牌号及其用途一览表,快收藏!(含968个牌号)
快递袋加工工艺(下)
快递袋加工工艺(上)
扒一扒,塑料薄膜的成型工艺有哪些?你知道几种?
LDPE吹膜生产工艺要点,及13大常见问题分析,99%的问题都解决了!
吹膜工艺实用笔记—到底是什么原因影响了你的薄膜雾度?
聚流延膜生产线可生产聚烯烃流延膜、聚烯烃保鲜膜、聚酰胺流延膜等。一般情况下,流延膜指的是聚烯烃流延膜,具体又可分为流延聚(CPP)薄膜和流延聚(CPE)薄膜等。CPP薄膜具有透明度高、挺度好、热封温度低、耐热、防潮、阻隔性好、印刷和复合适应性强、表面光滑、耐蒸煮等诸多特点,可经过印刷、制袋用于食品、文具、杂货及纺织品等包装,也可与其他薄膜复合后(PP一般作为复合膜的内外层材料)用于包装各种食品,包括需要加热的食品、调味品、汤料等。与PP吹塑膜相比,CPP膜的光学性能优良,生产效率高,在世界发达聚流延膜CPP膜的产量**PP吹塑膜;与双向拉伸聚(BOPP)薄膜相比 CPP薄膜具有加工设备简单、单位面积成本低的优势,在包装薄膜领域占有一席之地。
1. 结构与主要原材料20世纪80年代PP流延膜多为单层。进入20世纪90年代,多层复合挤出逐渐成为主流,现在已经向5层和7层共挤流延方向发展。多层共挤复合薄膜采用性质不同的材料,具有单层流延膜无法比拟的优点和特性。按使用种类,CPP膜分为通用型、金属化型和耐蒸煮型三种。不同流延膜对PP原料要求不同,不同的树脂性能上有着明显的差别。总的来说,多层复合CPP薄膜由电晕处理层、支撑层和热封层组成,三层各自的作用和对原料的要求也不同。流延膜生产线
2. (1)电晕处理层为了提高CPP膜的印刷性能,必须对薄膜表面进行电晕处理。CPP膜必须符合易于电晕处理,衰退速率慢的要求利用电晕处理,使聚合物表面粗糙度增加,表面渗润张力增大,但表面渗润张力也不是越大越好,否则薄膜表面会因氧化过度而发脆,造成力学性能下降。表面渗润张力的衰竭程度与树脂中的低分子物的含量有直接关系,低分子物越多,表面渗润张力衰竭越快,润湿剂含量在0.8~1.2x10-3时较为理想。对电晕层原料的根本要求是:既要有一定的抗粘连性,又要控制低分子物的含量。
3. (2)支撑即中,主要目的使薄膜具有一定的力学性能支撑层先要有出色的刚性,所以芯层多用均聚物制成;其次多层共挤 CPP薄膜的良好光学性能(低雾度、高光泽度)也要靠中间层提供。
(3)热封层热封先具备良好的热封性能,要求材料熔点低,热熔性好,热封温度要宽,封口要容易。高速CPP膜包装生产线主要使用热封温度较低的二元和三元共聚物做热封层。在PP中加人少量的,形成二元共聚物,其结品度降低,材料的透明性、冲击强度、耐低温性能均有所上升,同时材料的起始热封温度下降。在二元共聚的基础上添加单体进行三元共聚,使材料的热封温度下降到120℃以下,但仍然具备高的光泽、透明性和冲击性能。
这三层CPP产均需选用专号的树脂,一般要求熔体流动速率为6~12g/10min,三层厚度比一般为1:3:1。薄膜、带及革制品目前国内生产CP膜的厂家所用原料多为进口主要来自韩国三都会星公司、北欧化工公司美国MONTELL公司本素公司及新加坡
4. 量低.加工和使用性能与进口原料相比都还有相当的差距。 TPC公司等。国内CP的开发研究起步较晚原料牌号种类少流延膜生产线